




ETCHING OUR MARK ON THE WORLD, ONE MICRO-DETAIL AT A TIME
Market-leading chemical etching company supplying precision-etched metal components to exacting specifications
Contact UsPIONEERING PHOTOCHEMICAL ETCHING SINCE 1962
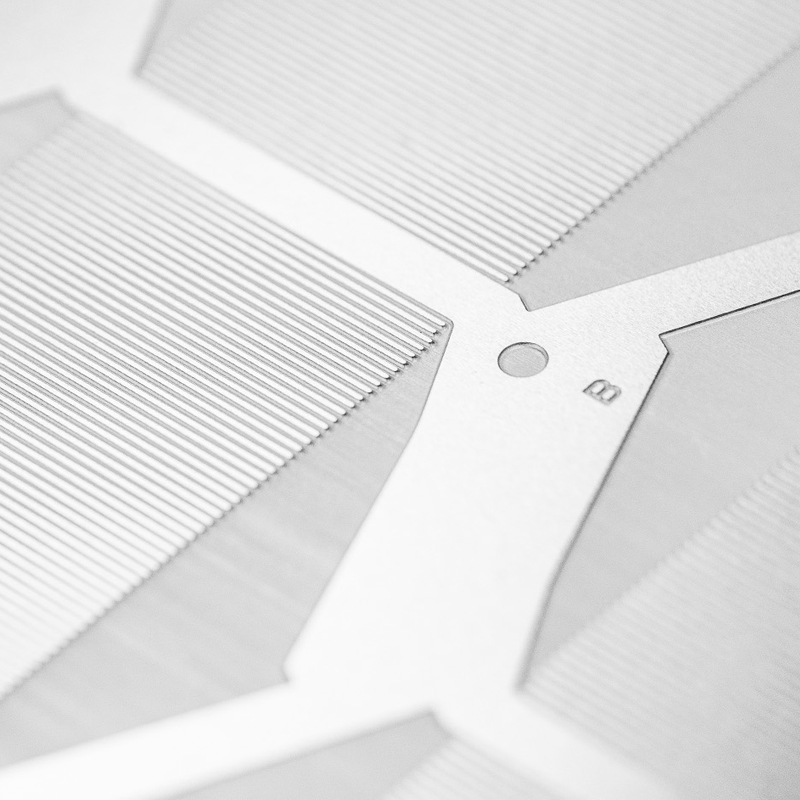
Precision Micro specialises in transforming sheet metals into high-precision components with the flexibility, short lead times and full traceability needed in today’s always-on world.
Our world-class production facility, equipped with state-of-the-art technology and time served engineers, positions us as one of the largest and most respected chemical etching suppliers globally.
Industries Served





Components
Speaker Grilles
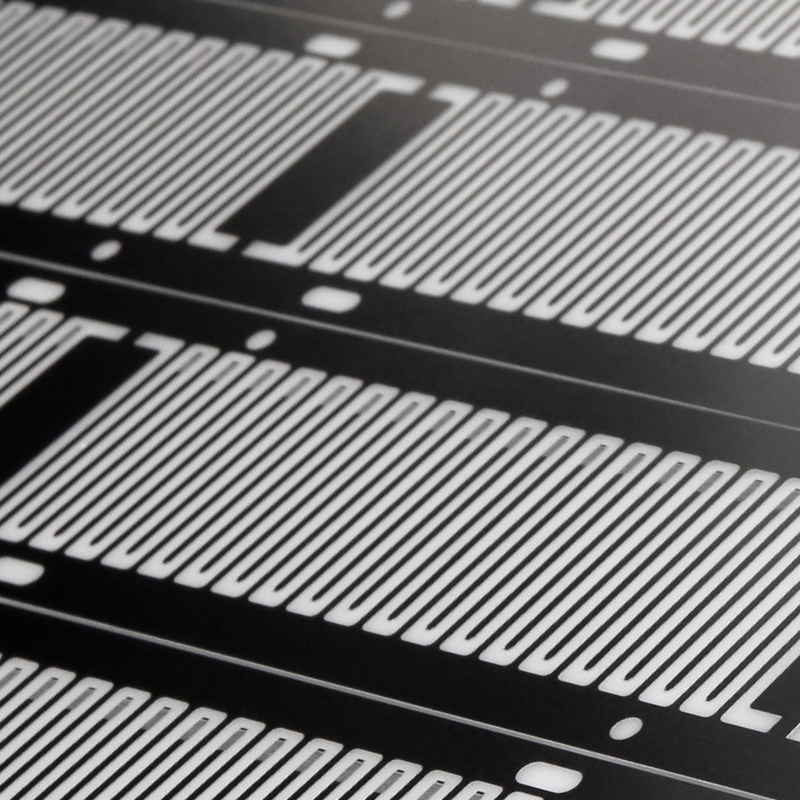
Electric Motor Laminations
Filters, Screens & Sieves

Custom Metal Shims
Bipolar Plates

PCB Shielding Cans

Flat Springs
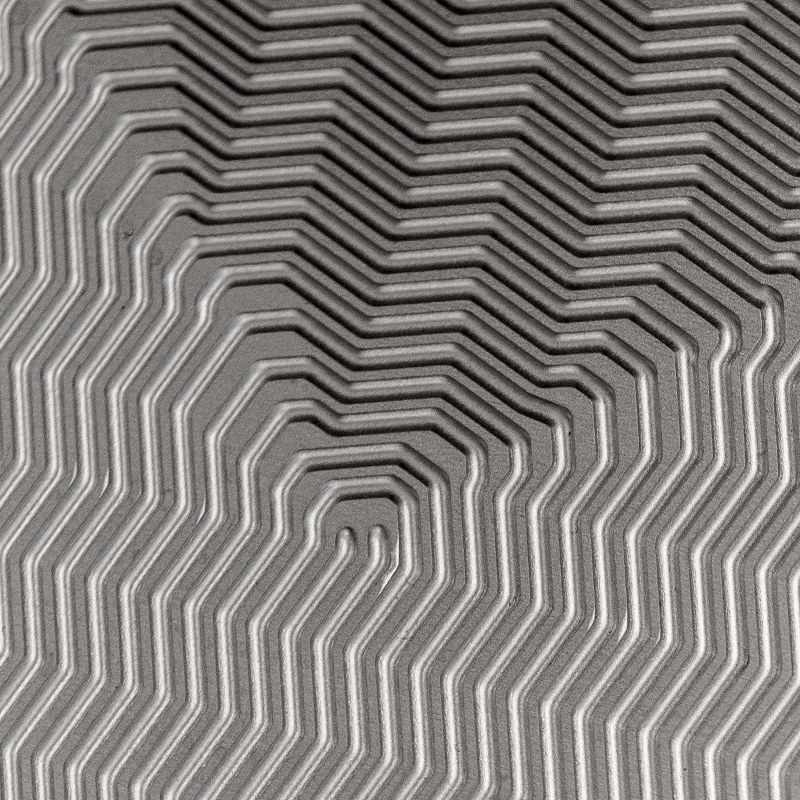
Printed Circuit Heat Exchangers

Lead Frames
Electrical Connectors

Medical Devices & Instruments
Chemical Etching Whitepaper
Learn how chemical etching can overcome the limitations of traditional sheet metal machining technologies.
DownloadLatest News & Articles
