




Directives techniques
Nos directives sur la découpe chimique ont été établies pour vous guider dans la conception du processus de découpe photochimique.
Nous contacterConception pour la découpe chimique
Vous trouverez ci-dessous une vue d'ensemble des considérations techniques relatives à la conception de composants métalliques de précision pour la découpe chimique. Pour une compréhension plus détaillée, téléchargez notre guide technique ci-dessous.
Télécharger le guide techniqueMatériaux, épaisseurs et tailles de tôle adaptés
Nous stockons plus de 2000 types de matériaux dans une large gamme de tailles, d'épaisseurs et de qualités de tôles. Nous fournissons également des matériaux spécialisés sur demande.
Voir la liste complète des matériaux
| TYPE DE MÉTAL | PLAGE D'ÉPAISSEUR | TAILLE MAXIMALE DE LA TÔLE |
|---|---|---|
| Acier et aciers inoxydables | 0,01 mm - 2,5 mm | 600 mm x 1500 mm |
| Nickel et alliages de nickel | 0,01 mm - 1,5 mm | 600 mm x 1500 mm |
| Cuivre et alliages de cuivre | 0,01 mm - 1,5 mm | 600 mm x 1500 mm |
| Aluminium | 0,01 mm - 1,5 mm | 600 mm x 1500 mm |
Tolérances de découpe standard
| ÉPAISSEUR DU MATÉRIAU | TOLÉRANCE MINIMALE | TOLÉRANCE TECHNIQUE | TROU/FENTE MINIMAL(E) | SUPERFICIE MINIMALE DU TERRAIN |
|---|---|---|---|---|
| 0,01mm - 0,1mm | ± 0,025 mm | Contactez nous | 0,1 mm | 0,050 mm |
| 0,1 mm - 0,25 mm | ± 0,025 mm | Contactez nous | 100 % d'épaisseur du métal | 75 % de l'épaisseur du métal |
| 0,25 mm - 2,5 mm | ± 10 % épaisseur du métal | Contactez nous | 100 % d'épaisseur du métal | 75 % de l'épaisseur du métal |
Rayons d'angle
Avec la photodécoupe, le plus petit rayon d'angle intérieur et extérieur réalisable est directement proportionnel à l'épaisseur du métal traité.
A - Rayon d'angle extérieur - minimum de 75 % d'épaisseur du matériau
B - Rayon d'angle intérieur - minimum de 100 % d'épaisseur du matériau

Géométries des trous et des profils
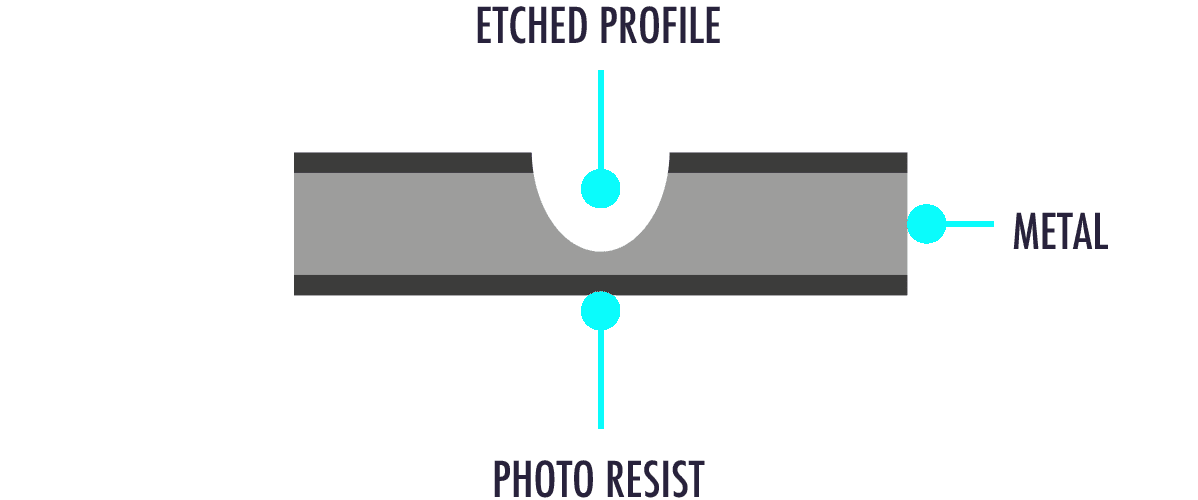
Au cours de la découpe, l'agent de découpe attaque le matériau latéralement et verticalement, ce qui entraîne la formation d'un « rebroussement » sur le bord, qui représente généralement 10 à 20 % de l'épaisseur du matériau.
Precision Micro peut contrôler l'arête de la découpe, ce qui permet d'obtenir une gamme de profils. Cela confère aux produits des caractéristiques uniques, telles que des arêtes de coupe tranchantes ou des ouvertures coniques.
1 Découpe sur une seule face
Utilisé pour obtenir une profondeur ou un profil spécifique ou pour les métaux de faible épaisseur
2 Profil convexe
État de bord standard dans l'industrie pour les composants obtenus par découpe traversante
3 Profil parallèle
Utilisée pour réduire l'arête de la découpe
4 Découpe 70/30
Combine la découpe traversante et la découpe en profondeur et peut également être utilisée pour produire des ouvertures coniques ou des arêtes de coupe.
5 Découpe chimique en profondeur double face
Utilisé pour la découpe de surface sur les deux faces
6 Découpe concave
Utilisé pour obtenir un profil d'arête plus droit
7 Découpe en 2/3 étapes
Utilisée pour obtenir des profondeurs multiples, nécessitant une imagerie supplémentaire
Pattes de connexion des composants
Les pattes de connexion sont des petits fils de métal utilisés dans le processus de découpe pour fixer les composants dans la feuille. Elles deviennent essentielles lorsque des tolérances de découpe précises sont nécessaires ou lorsque les composants doivent être galvanisés ou assemblés par la suite.
Precision Micro propose différentes pattes de connexion pour découpe chimique, en fonction de la forme, de l'épaisseur ou de l'utilisation prévue des composants.
Après la fabrication, les composants peuvent être livrés soit avec les pattes de connexion intactes dans la feuille, soit sous forme de pièces individuelles séparées. En fonction de la taille requise, du dessin ou des spécifications de tolérance, nous pouvons également produire des composants sans pattes de connexion.
1 Patte de connexion en saillie
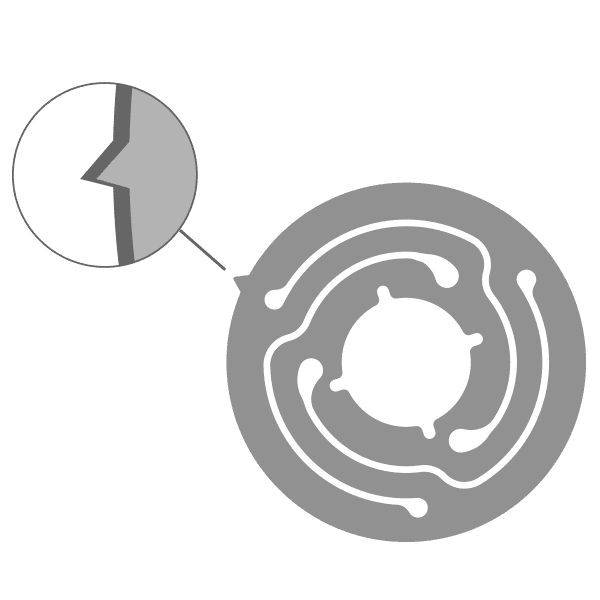
Patte de connexion par défaut qui n'affecte pas la surface de la pièce
2 Patte de connexion à encoche
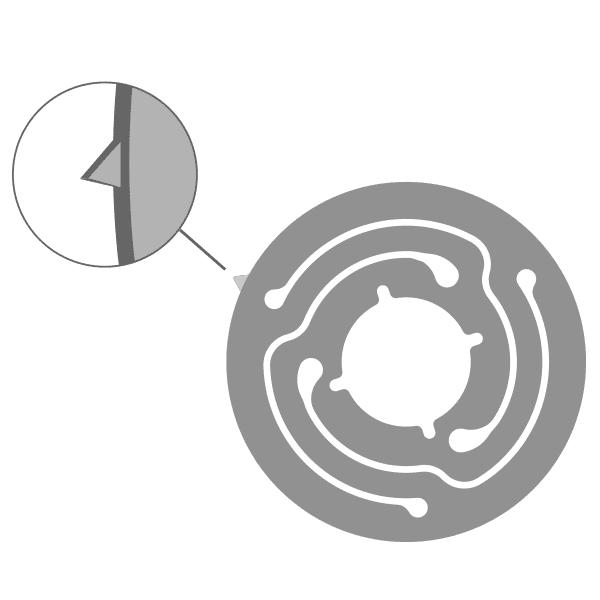
Cela facilite le retrait des composants de la feuille
3 Patte de connexion encastrée

Elle est utilisée lorsqu'une patte de connexion en saillie ne convient pas
4 Patte de connexion encastrée partiellement découpée

Cela permet d'éliminer la protubérance de la patte de connexion et de faciliter le retrait du composant de la feuille.
