




Choisir la bonne méthode de formage des métaux en 2026
Des chercheurs de l'Institut de technologie de Karlsruhe ont récemment découvert que le choix du procédé de fabrication (MPS) influence les résultats de la conception des produits, mais qu'il est encore souvent guidé par l'expérience plutôt que par une évaluation structurée des alternatives. Ben Kitson, responsable du développement commercial chez Precision Micro, explique ici pourquoi il est essentiel de comprendre les différences entre la gravure chimique et les autres méthodes de formage des métaux pour prendre des décisions plus éclairées en matière de choix de procédés.
Les différentes méthodes de formage des métaux éliminent les matériaux de différentes manières. Les procédés mécaniques utilisent la force, les méthodes thermiques utilisent la chaleur et la gravure chimique utilise des réactions chimiques contrôlées. Ces différences ont une incidence directe sur l'intégrité et la fiabilité des matériaux.
Vous pouvez modéliser la géométrie parfaite dans un logiciel de conception assistée par ordinateur (CAO), mais la façon dont vous la découpez ou la façonnez peut modifier l'aspect réel de la surface et de la couche proche de la surface, ainsi que ses performances.
Nous nous concentrons ici sur les métaux en feuilles et les alliages techniques couramment utilisés, notamment les aciers, les aciers inoxydables, le nickel et les alliages de nickel, le cuivre et les alliages de cuivre, l'aluminium et les matériaux similaires. Chaque procédé présente des limites pratiques en termes d'épaisseur, de matériau et de caractéristiques réalisables, facteurs qui doivent être pris en compte lors du choix du procédé.
Ces considérations sont particulièrement pertinentes, car les analyses del'« intégrité de surface »des pièces usinées montrent que les processus d'enlèvement de matière peuvent altérer la microstructure, introduire des contraintes résiduelles et créer des anomalies de surface, ce qui rend importante une évaluation minutieuse des options de fabrication.
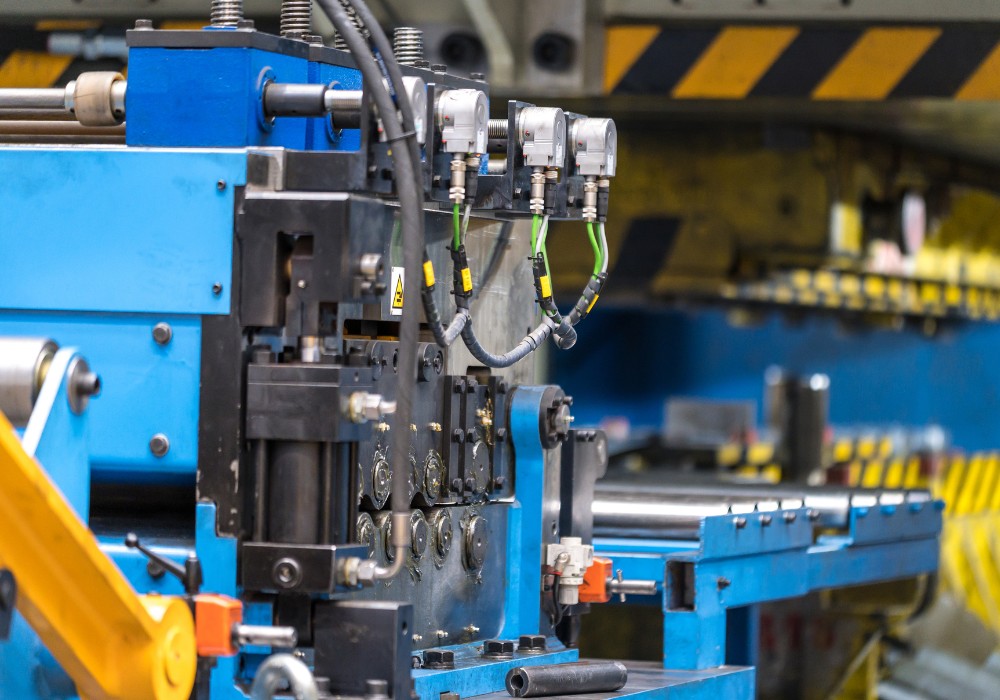
Méthodes mécaniques
Commençons par les processus mécaniques. L'estampage, le poinçonnage et l'usinage CNC restent largement utilisés en raison de leur évolutivité. Une fois l'outillage mis en place, ils permettent de produire rapidement et à moindre coût de grands volumes de composants homogènes.
C'est pourquoi ils sont largement utilisés dans l'automobile et l'électronique. Cependant, ces procédés reposent sur la force physique pour couper, former ou retirer de la matière, et cette interaction affecte inévitablement le métal lui-même.
Lorsqu'un poinçon ou un outil de coupe cisaille un matériau, celui-ci se déforme plastiquement. Il s'agit d'une altération permanente de la structure du matériau, qui affecte généralement la zone environnante où elle produit des bavures, une déformation des bords et une contrainte localisée.
En fait, les études sur l'intégrité des surfaces indiquent que les processus d'usinage et de cisaillement introduisent des charges mécaniques et thermiques qui peuvent altérer les propriétés des matériaux sous-jacents et introduire des contraintes résiduelles, ce qui peut affecter la résistance à la fatigue et la fiabilité à long terme.
Ces effets nécessitent généralement des opérations de finition supplémentaires, telles que l'ébavurage, le meulage ou le polissage, afin de répondre aux exigences fonctionnelles. La formation de bavures est un résultat reconnu et largement inévitable de l'usinage. Des recherches menées dans le domaine des applications des alliages légers soulignent que l'ébavurage est un processus nécessaire mais sans valeur ajoutée, qui peut augmenter considérablement les efforts et les coûts de production.
Les contraintes résiduelles sont un autre facteur à prendre en considération. Le National Physical Laboratory (NPL) britannique confirme que les processus d'usinage et de formage génèrent des contraintes internes pouvant entraîner une déformation, une réduction de la résistance à la fatigue et une instabilité dimensionnelle, en particulier dans les composants de précision.
De plus, les processus mécaniques peuvent imposer des limites pratiques à la géométrie réalisable. La production de caractéristiques très fines, d'angles internes vifs ou de structures minces et délicates peut nécessiter des outils spécialisés ou des opérations d'usinage secondaires.
L'usure des outils complique encore davantage la production au fil du temps, affectant la précision dimensionnelle et la cohérence du processus. Les recherches susmentionnées soulignent également que l'usure des outils influence les performances d'usinage, en particulier dans les applications de précision nécessitant des tolérances strictes.

Formage thermique
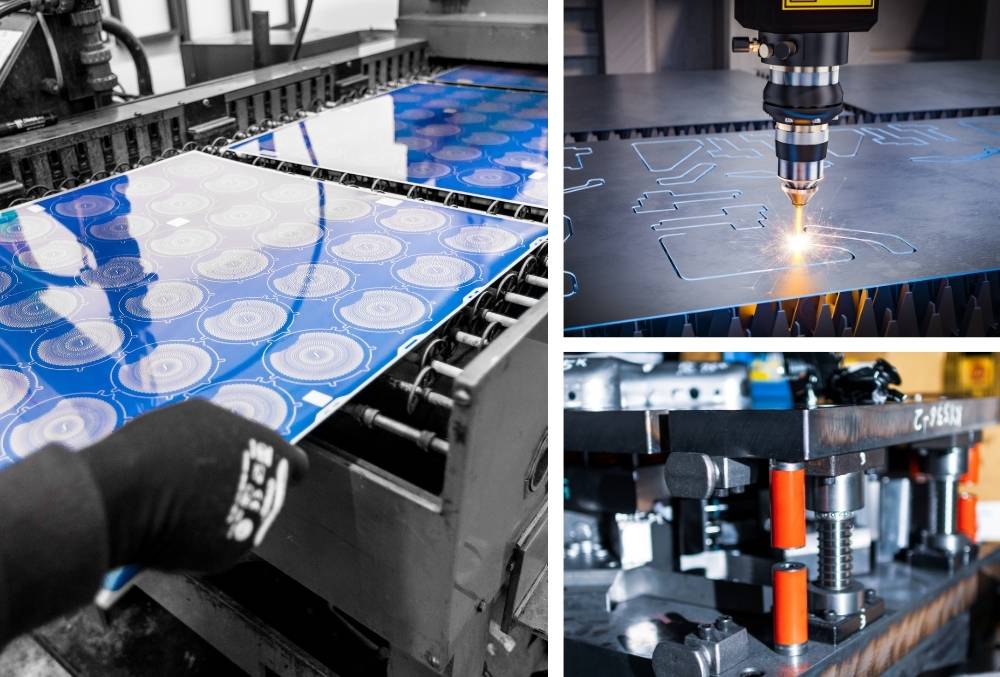
Une autre approche pour façonner le métal consiste à recourir au traitement thermique. Au lieu de couper ou de déformer physiquement le matériau, ces méthodes utilisent une énergie concentrée. Celle-ci prend généralement la forme d'un laser, d'un arc plasma ou d'une décharge électrique, afin de faire fondre ou vaporiser le matériau le long d'un trajet défini.
Cela permet aux ingénieurs de produire des géométries complexes, des caractéristiques fines et des profils internes complexes qui seraient difficiles, voire impossibles à réaliser à l'aide d'outils mécaniques conventionnels.
Comme les procédés thermiques ne reposent pas sur des forces de coupe physiques, ils évitent bon nombre des effets de déformation associés au poinçonnage ou à l'usinage. Cependant, l'introduction de chaleur engendre un ensemble de considérations propres aux matériaux.
Lorsqu'un laser ou une décharge électrique interagit avec une surface métallique, il génère un cycle thermique très localisé. Cela produit ce que l'on appelle une zone affectée thermiquement (HAZ), une région où le matériau a été exposé à des températures élevées et subit des changements microstructuraux, même s'il ne fond pas.
Ces changements microstructuraux peuvent influencer directement les performances mécaniques. Une étude réalisée en 2021 sur les recherches existantes a révélé que les zones affectées par la chaleur peuvent réduire considérablement la résistance de certains alliages. Cela inclut des réductions pouvant atteindre 50 % dans les alliages d'aluminium et des réductions de la limite d'élasticité pouvant atteindre 70 %, en fonction de l'état du matériau et de l'exposition thermique.
Le NPL a également constaté que les contraintes résiduelles générées pendant l'usinage peuvent atteindre des niveaux extrêmement élevés, généralement autour de 500 MPa et jusqu'à plusieurs gigapascals dans les matériaux durs. Ces niveaux sont largement suffisants pour influencer la résistance à la flexion et les performances à long terme des composants.
De plus, les procédés de découpe thermique peuvent produire des couches de refusion. Il s'agit de fines couches de matériau resolidifié qui se forment lorsque le métal en fusion refroidit rapidement à la surface de coupe.
Ces couches superficielles modifiées présentent souvent une microstructure et des propriétés mécaniques différentes de celles du matériau de base d'origine, ce qui peut nécessiter des processus de finition secondaires afin de restaurer une intégrité optimale de la surface.

Usinage chimique
Une autre option consiste à recourir à la gravure chimique, également appelée usinage photochimique (PCM). Contrairement aux procédés mécaniques ou thermiques, cette méthode élimine la matière par des réactions chimiques contrôlées plutôt que par la force ou la chaleur.
Un masque photorésistant définit la géométrie du composant, et le métal exposé est dissous de manière sélective à l'aide d'agents de gravure. Comme le matériau est éliminé chimiquement, le PCM évite les déformations et les effets thermiques associés aux méthodes de mise en forme conventionnelles.
Une récente étude sur les procédés de fabrication a révélé que le PCM est un procédé sans contrainte qui n'introduit ni contrainte résiduelle, ni bavures, ni déformation. Il n'altère pas non plus la dureté, la structure granulaire ou la ductilité, car aucune force de coupe ni charge thermique n'est appliquée.
Une étude publiée en 2025 dans le Journal of Tribology suggère également que l'usinage photochimique est une option viable pour la production de microstructures et de composants de précision. Cela permet de préserver l'intégrité des matériaux et d'éviter les contraintes et les déformations associées aux méthodes de fabrication conventionnelles.
Un autre avantage réside dans la flexibilité des outils. La gravure chimique utilise des outils photographiques plutôt que des outils rigides tels que des matrices ou des poinçons, qui peuvent être créés rapidement et modifiés facilement pour accélérer les itérations de conception et réduire les coûts d'outillage. Comme les outils photographiques ne subissent aucune usure mécanique, ils conservent leur précision tout au long de la production.
D'un point de vue technique, cela accélère le développement des produits et permet aux fabricants de s'adapter rapidement à l'évolution des exigences en matière de conception. Cependant, tout comme tous les procédés additifs ou soustractifs ont des limites pratiques, la gravure chimique est particulièrement adaptée aux tôles d'épaisseur relativement faible.
Les gammes typiques comprennent les aciers et les aciers inoxydables (0,01 à 2,5 mm), le nickel, le cuivre, l'aluminium et les alliages techniques similaires (0,01 à 1,5 mm). Les dimensions des tôles varient également en fonction du procédé et du matériau, mais la méthode est particulièrement efficace pour les tôles mesurant jusqu'à environ 600 mm × 1 500 mm. Les métaux plus épais que ces plages sont souvent moins économiques à traiter en raison du temps de gravure et des exigences chimiques.
Cependant, la gravure chimique fonctionne toujours sur une grande variété de métaux et d'alliages couramment utilisés. Il s'agit notamment des aciers à faible et à forte teneur en carbone, des aciers maraging et des aciers électriques. Elle convient également aux aciers inoxydables, y compris les nuances austénitiques, ferritiques/martensitiques, durcies par précipitation, duplex et super duplex.
Les alliages de nickel tels que l'Inconel, le Monel et l'Invar peuvent également être traités, tout comme le cuivre et les alliages de cuivre, notamment le cuivre-béryllium, le laiton et le bronze phosphoreux. L'aluminium et les bronzes d'aluminium sont également compatibles, tout comme d'autres métaux spéciaux tels que le molybdène ou les films de polyimide métallisés.
Comme pour tout processus de fabrication, il est essentiel de comprendre ces contraintes liées aux matériaux et à l'épaisseur afin de choisir la méthode de mise en forme adaptée à la conception et à l'application du composant. Cependant, la flexibilité offerte par la gravure chimique permet aux ingénieurs de produire des caractéristiques fines, des géométries délicates et des motifs complexes qui pourraient s'avérer difficiles à réaliser avec des méthodes mécaniques ou thermiques, tout en préservant l'intégrité des matériaux.
Le façonnage mécanique introduit une force, le façonnage thermique introduit de la chaleur, et les deux peuvent affecter l'intégrité du matériau. Quant à la gravure chimique, elle élimine le matériau sans introduire ni l'un ni l'autre, ce qui permet aux ingénieurs de préserver les propriétés du matériau tout en obtenant des géométries précises.
Comprendre ces différences aide à prendre des décisions éclairées en matière de sélection des processus, garantissant ainsi que la fabrication soutient, plutôt que compromette, l'intention de conception. C'est pourquoi les résultats de conception doivent être guidés par une évaluation structurée des alternatives plutôt que par l'expérience.
Pour plus d'informations sur la gravure chimique, téléchargez le dernier livre blanc de Precision Micro ici. Vous pouvez également contacter l'équipe au +44 (0) 121 380 0100.
Livre blanc sur la découpe chimique
Découvrez comment la gravure chimique peut surmonter les limites des technologies traditionnelles d'usinage de la tôle.
TéléchargerArticles récents
