




Wybór odpowiedniej metody obróbki metali w 2026 roku
Naukowcy z Instytutu Technologii w Karlsruhe odkryli niedawno, że wybór procesu produkcyjnego (MPS) ma wpływ na wyniki projektowania produktu, jednak nadal często opiera się on raczej na doświadczeniu niż na ustrukturyzowanej ocenie alternatywnych rozwiązań. Ben Kitson, dyrektor ds. rozwoju biznesowego w Precision Micro, wyjaśnia, dlaczego zrozumienie różnic między trawieniem chemicznym a innymi metodami obróbki metali ma zasadnicze znaczenie dla podejmowania bardziej świadomych decyzji dotyczących wyboru procesu.
Różne metody kształtowania metalu powodują usuwanie materiału na różne sposoby. Procesy mechaniczne wykorzystują siłę, metody termiczne wykorzystują ciepło, a trawienie chemiczne wykorzystuje kontrolowane reakcje chemiczne. Różnice te mają bezpośredni wpływ na integralność i niezawodność materiału.
W programie do projektowania wspomaganego komputerowo (CAD) można stworzyć idealną geometrię, ale sposób cięcia lub formowania może zmienić rzeczywisty wygląd powierzchni i warstwy przypowierzchniowej oraz ich właściwości.
W tym miejscu skupiamy się na powszechnie stosowanych blachach i stopach inżynieryjnych, w tym stalach, stalach nierdzewnych, niklu i stopach niklu, miedzi i stopach miedzi, aluminium i podobnych materiałach. Każdy proces ma praktyczne ograniczenia pod względem grubości, materiału i osiągalnych właściwości, które należy wziąć pod uwagę przy wyborze procesu.
Te uwagi są szczególnie istotne, ponieważ przeglądy„integralności powierzchni”obróbki skrawaniem pokazują, że procesy usuwania materiału mogą zmieniać mikrostrukturę, powodować naprężenia szczątkowe i tworzyć anomalie powierzchniowe, co sprawia, że ważne jest dokładne rozważenie opcji produkcyjnych.
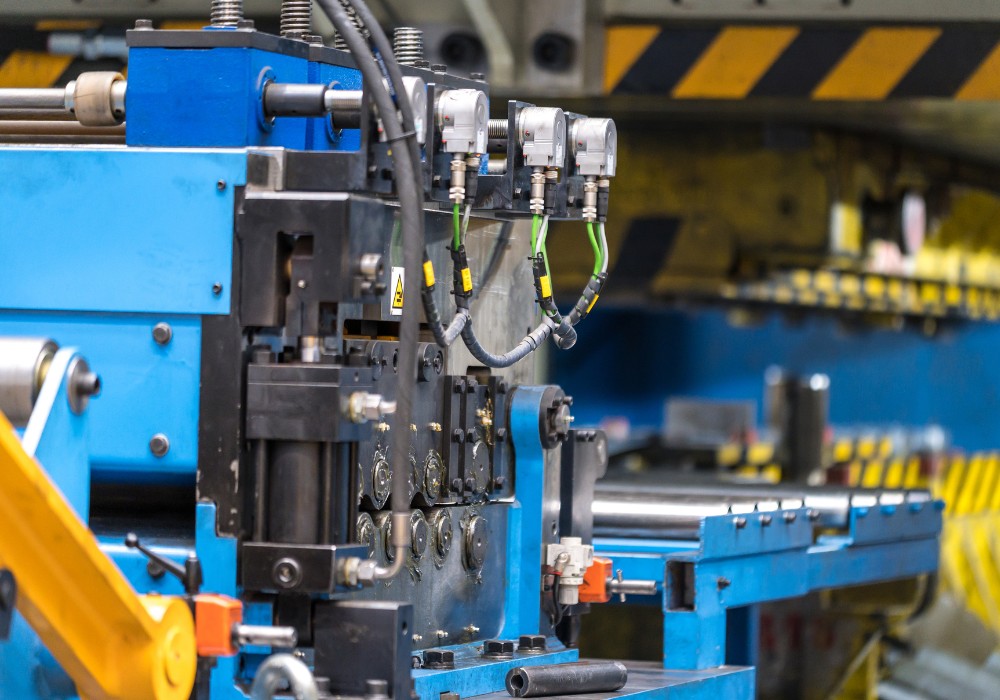
Metody mechaniczne
Zacznijmy od procesów mechanicznych. Tłoczenie, wykrawanie i obróbka CNC są nadal szeroko stosowane ze względu na ich skalowalność. Po opracowaniu oprzyrządowania można szybko i ekonomicznie produkować duże ilości identycznych elementów.
Dlatego są one szeroko stosowane w motoryzacji i elektronice. Jednak procesy te opierają się na sile fizycznej do cięcia, formowania lub usuwania materiału, a ta interakcja nieuchronnie wpływa na sam metal.
Kiedy wykrojnik lub narzędzie tnące ścina materiał, powoduje to jego odkształcenie plastyczne. Jest to trwałe zmienienie struktury materiału, które zazwyczaj wpływa na otaczający obszar, powodując powstawanie zadziorów, odkształcenie krawędzi i miejscowe naprężenia.
W rzeczywistości badania integralności powierzchni wskazują, że procesy obróbki skrawaniem i ścinania powodują obciążenia mechaniczne i termiczne, które mogą zmieniać właściwości materiału pod powierzchnią i powodować naprężenia szczątkowe, co może wpływać na odporność na zmęczenie materiału i długoterminową niezawodność.
Efekty te zazwyczaj wymagają dodatkowych operacji wykańczających, takich jak gratowanie, szlifowanie lub polerowanie, aby spełnić wymagania funkcjonalne. Powstawanie zadziorów jest znanym i w dużej mierze nieuniknionym skutkiem obróbki skrawaniem, a badania nad zastosowaniami stopów metali lekkich podkreślają, że gratowanie jest procesem niezbędnym, ale nieprzynoszącym wartości dodanej, który może znacznie zwiększyć nakłady i koszty produkcji.
Kolejnym czynnikiem, który należy wziąć pod uwagę, jest naprężenie szczątkowe. Brytyjskie Narodowe Laboratorium Fizyczne (NPL) potwierdza, że procesy obróbki skrawaniem i formowania powodują powstawanie naprężeń wewnętrznych, które mogą prowadzić do odkształceń, skrócenia trwałości zmęczeniowej i niestabilności wymiarowej, szczególnie w przypadku elementów precyzyjnych.
Ponadto procesy mechaniczne mogą nakładać praktyczne ograniczenia na osiągalną geometrię. Wytwarzanie bardzo drobnych elementów, ostrych narożników wewnętrznych lub cienkich, delikatnych struktur może wymagać specjalistycznych narzędzi lub dodatkowych operacji obróbki skrawaniem.
Zużycie narzędzi z czasem jeszcze bardziej komplikuje produkcję, wpływając na dokładność wymiarową i spójność procesu. Wspomniane badania podkreślają również, że zużycie narzędzi wpływa na wydajność obróbki, zwłaszcza w zastosowaniach precyzyjnych wymagających ścisłych tolerancji.

Termiczne kształtowanie
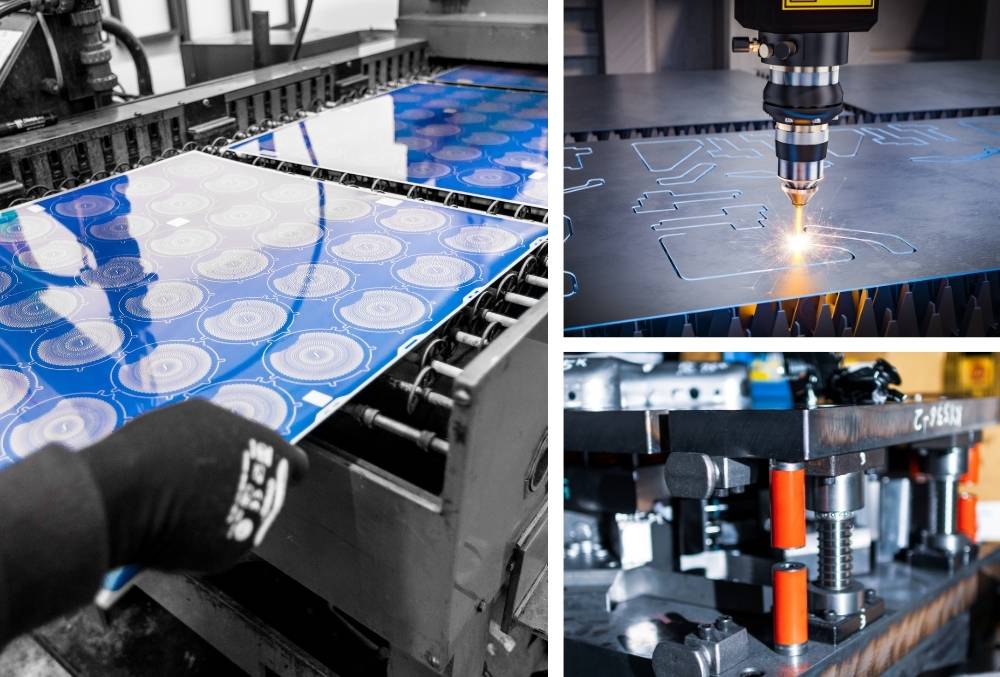
Innym sposobem kształtowania metalu jest obróbka termiczna. Zamiast fizycznego cięcia lub odkształcania materiału, metody te wykorzystują skoncentrowaną energię. Zazwyczaj ma to postać lasera, łuku plazmowego lub wyładowania elektrycznego, które topią lub odparowują materiał wzdłuż określonej ścieżki.
Dzięki temu inżynierowie mogą tworzyć skomplikowane geometrie, drobne elementy i złożone profile wewnętrzne, które byłyby trudne lub niemożliwe do wykonania przy użyciu konwencjonalnych narzędzi mechanicznych.
Ponieważ procesy termiczne nie opierają się na fizycznych siłach skrawania, pozwalają uniknąć wielu efektów deformacji związanych z wykrawaniem lub obróbką skrawaniem. Jednak wprowadzenie ciepła powoduje pojawienie się szeregu nowych kwestii związanych z materiałem.
Kiedy laser lub wyładowanie elektryczne oddziałuje na powierzchnię metalu, generuje wysoce zlokalizowany cykl termiczny. Powoduje to powstanie tzw. strefy wpływu ciepła (HAZ), czyli obszaru, w którym materiał został poddany działaniu podwyższonej temperatury i ulega zmianom mikrostrukturalnym, mimo że nie ulega stopieniu.
Te zmiany mikrostrukturalne mogą mieć bezpośredni wpływ na właściwości mechaniczne. Badanie istniejących badań przeprowadzone w 2021 r. wykazało, że strefy wpływu ciepła mogą znacznie obniżyć wytrzymałość niektórych stopów. Obejmuje to spadek wytrzymałości nawet o 50% w przypadku stopów aluminium i spadek granicy plastyczności nawet o 70%, w zależności od stanu materiału i ekspozycji termicznej.
NPL odkryło również, że naprężenia szczątkowe powstające podczas obróbki skrawaniem mogą osiągać bardzo wysokie poziomy, zazwyczaj około 500 MPa, a w przypadku twardych materiałów nawet kilka gigapaskali. Są to poziomy, które mają wystarczający wpływ na wytrzymałość na zginanie i długoterminową wydajność elementów.
Co więcej, procesy cięcia termicznego mogą powodować powstawanie warstw przekształconych. Są to cienkie warstwy ponownie zestalonego materiału, które powstają, gdy stopiony metal gwałtownie schładza się na powierzchni cięcia.
Takie zmienione warstwy powierzchniowe często różnią się mikrostrukturą i właściwościami mechanicznymi od pierwotnego materiału bazowego, co może wymagać dodatkowych procesów wykańczania w celu przywrócenia optymalnej integralności powierzchni.

Obróbka chemiczna
Alternatywą jest trawienie chemiczne, znane również jako obróbka fotochemiczna (PCM). W przeciwieństwie do procesów mechanicznych lub termicznych, metoda ta polega na usuwaniu materiału poprzez kontrolowane reakcje chemiczne, a nie siłę lub ciepło.
Maska fotorezystywna określa geometrię elementu, a odsłonięty metal jest selektywnie rozpuszczany za pomocą środków trawiących. Ponieważ materiał jest usuwany chemicznie, PCM pozwala uniknąć deformacji i efektów termicznych związanych z konwencjonalnymi metodami kształtowania.
Ostatni przegląd procesu produkcyjnego wykazał, że PCM jest procesem bezstresowym, który nie powoduje naprężeń szczątkowych, zadziorów ani odkształceń. Nie zmienia również twardości, struktury ziarna ani plastyczności, ponieważ nie stosuje się sił skrawających ani obciążeń termicznych.
Badania opublikowane w 2025 r. w czasopiśmie „Journal of Tribology” sugerują również, że obróbka fotochemiczna jest realną opcją w przypadku produkcji mikrostruktur i precyzyjnych komponentów. Pozwala to zachować integralność materiału i uniknąć naprężeń oraz odkształceń związanych z konwencjonalnymi metodami produkcji.
Kolejną zaletą jest elastyczność oprzyrządowania. W procesie trawienia chemicznego stosuje się fotonarzędzia zamiast twardych narzędzi, takich jak matryce lub stemple, które można szybko tworzyć i łatwo modyfikować, co pozwala na szybsze iteracje projektu i obniżenie kosztów oprzyrządowania. Ponieważ fotonarzędzia nie ulegają zużyciu mechanicznemu, zachowują również dokładność podczas całej produkcji.
Z punktu widzenia inżynierii rozwiązanie to przyspiesza proces opracowywania produktów i pozwala producentom szybko dostosowywać się do zmieniających się wymagań projektowych. Jednak podobnie jak wszystkie procesy addytywne lub subtraktywne, trawienie chemiczne ma swoje ograniczenia praktyczne i najlepiej sprawdza się w przypadku blach o stosunkowo niewielkiej grubości.
Typowe zakresy obejmują stale i stale nierdzewne (0,01–2,5 mm), nikiel, miedź, aluminium i podobne stopy inżynieryjne (0,01–1,5 mm). Wymiary blach również różnią się w zależności od procesu i materiału, ale metoda ta jest najbardziej skuteczna w przypadku blach o wymiarach do około 600 mm × 1500 mm. Metale grubsze niż te zakresy są często mniej ekonomiczne w obróbce ze względu na czas trawienia i wymagania chemiczne.
Jednak trawienie chemiczne nadal sprawdza się w przypadku wielu różnych powszechnie stosowanych metali i stopów. Należą do nich stale niskowęglowe i wysokowęglowe, stale maragingowe i stale elektrotechniczne. Nadaje się również do stali nierdzewnych, w tym austenitycznych, ferrytycznych/martenzytycznych, utwardzanych wydzieleniowo, duplexowych i superduplexowych.
Stopy niklu, takie jak Inconel, Monel i Invar, mogą być również przetwarzane, podobnie jak miedź i stopy miedzi, w tym miedź berylowa, mosiądz i brąz fosforowy. Kompatybilne są również aluminium i brązy aluminiowe, podobnie jak inne metale specjalistyczne, takie jak molibden lub metalizowane folie poliimidowe.
Podobnie jak w przypadku każdego procesu produkcyjnego, zrozumienie tych ograniczeń dotyczących materiałów i grubości ma zasadnicze znaczenie dla wyboru odpowiedniej metody kształtowania dla projektu i zastosowania elementu. Jednak elastyczność, jaką oferuje trawienie chemiczne, pozwala inżynierom na wytwarzanie precyzyjnych elementów, delikatnych geometrii i złożonych wzorów, które mogą stanowić wyzwanie w przypadku metod mechanicznych lub termicznych, przy jednoczesnym zachowaniu integralności materiału.
Formowanie mechaniczne wymaga użycia siły, formowanie termiczne wymaga użycia ciepła, a oba te procesy mogą wpływać na integralność materiału. Natomiast trawienie chemiczne usuwa materiał bez użycia siły ani ciepła, co pozwala inżynierom zachować właściwości materiału przy jednoczesnym uzyskaniu precyzyjnych geometrii.
Zrozumienie tych różnic pomaga w podejmowaniu świadomych decyzji dotyczących wyboru procesu, zapewniając, że produkcja wspiera zamierzenia projektowe, a nie je ogranicza. Dlatego wyniki projektowania powinny opierać się na ustrukturyzowanej ocenie alternatyw, a nie na doświadczeniu.
Aby uzyskać więcej informacji na temat trawienia chemicznego, pobierz najnowszy raport firmy Precision Micro tutaj. Możesz również skontaktować się z zespołem pod numerem +44 (0) 121 380 0100.
Biała księga wytrawiania chemicznego
Dowiedz się, w jaki sposób trawienie chemiczne może przezwyciężyć ograniczenia tradycyjnych technologii obróbki blach.
PobierzNajnowsze artykuły
