




Guía sobre el grabado fotoquímico para ingenieros de diseño

Esta guía sobre grabado fotoquímico destaca los aspectos clave que los ingenieros de diseño deben tener en cuenta para sacar el máximo partido al proceso de grabado.
Si desea obtener una guía detallada sobre el proceso de grabado fotoquímico, descargue aquí nuestro informe técnico GRATUITO.
Introducción
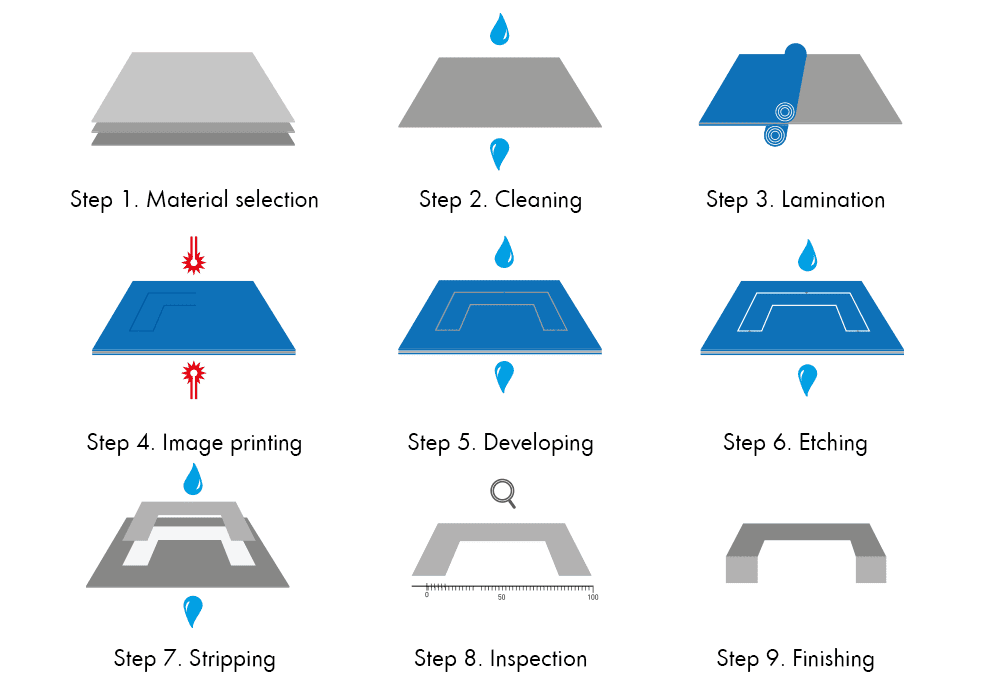
El grabado fotoquímico es un proceso de grabado altamente repetible y versátil que permite fabricar de forma rentable componentes metálicos de precisión para una amplia gama de aplicaciones críticas para la misión o para la seguridad.
El proceso consiste en eliminar selectivamente material de una chapa metálica mediante el uso de una resina fotosensible y agentes químicos de grabado, con el fin de crear componentes de gran precisión y con detalles muy elaborados.
Materiales adecuados para el grabado fotoquímico
A diferencia de los procesos tradicionales de mecanizado de chapa, el grabado fotoquímico puede aplicarse a prácticamente cualquier metal, ya sea blando, duro o frágil. Por lo general, este proceso no es adecuado para metales preciosos como el oro.
Haz clic a continuación para obtener más información sobre el grabado de cada tipo de material o para consultar una lista detallada de los metales y calidades aptos para el grabado fotoquímico.
- Acero y aceros inoxidables
- Aluminio
- Níquel y aleaciones de níquel
- Cobre y aleaciones de cobre
- Titanio
- Otros metales especiales, como el molibdeno
¿Qué grado de precisión tiene el grabado fotoquímico?
En el grabado fotoquímico, las tolerancias que se pueden alcanzar suelen depender del espesor del material.
- Para metales con un espesor de entre 0,01 mm y 0,25 mm, la tolerancia mínima estándar de grabado es de ±0,025 mm.
- Para espesores superiores a este valor (hasta un máximo de 2,5 mm), la tolerancia mínima estándar de grabado suele ser de ±10 % del espesor del metal.
Aunque el mecanizado tradicional de metales permite alcanzar tolerancias más estrictas, existen ciertas limitaciones. Por ejemplo, la tecnología láser puede alcanzar una precisión de ±5 % del espesor del metal; sin embargo, esto suele estar limitado a un tamaño mínimo de 0,2 mm. Además, dado que el corte por láser es un método de mecanizado de «punto único», resulta más costoso fabricar piezas complejas con numerosas aberturas, como mallas o filtros a medida.
Además, el corte por láser no permite obtener los grabados necesarios para dispositivos fluídicos, como las placas de pilas de combustible bipolares o los intercambiadores de calor. Estos se consiguen fácilmente mediante el proceso de grabado fotoquímico, que puede controlarse con precisión hasta la profundidad requerida.
Consulte un resumen de las directrices técnicas sobre el grabado
Tamaños mínimos de las estructuras en el grabado fotoquímico
El grabado químico permite alcanzar un tamaño mínimo estándar de 0,1 mm. Con el proceso de revelado es posible obtener aberturas inferiores a este valor, así como una precisión de ±8 % del espesor del metal.
Mecanizado sin rebabas y sin tensiones
El estampado es uno de los métodos de mecanizado que más se acerca a la precisión y a la capacidad de producir detalles de tamaño mínimo que ofrece el grabado químico. Sin embargo, el uso del estampado puede provocar tensiones y rebabas residuales en el metal.
En la mayoría de los casos, las piezas estampadas también requieren un costoso tratamiento posterior, lo que reduce la viabilidad de las tiradas cortas. Además, al trabajar con metales duros, el desgaste de las herramientas supone un problema en las tiradas largas, lo que conlleva gastos adicionales y a menudo hace necesario un reacondicionamiento que requiere mucho tiempo.
Dado que el grabado fotoquímico evita el uso de herramientas de corte, elimina la distorsión y la tensión, lo que da como resultado componentes planos con una superficie lisa y sin rebabas, ya que el metal se disuelve de manera uniforme hasta alcanzar las geometrías deseadas.
Por estas razones, muchos diseñadores de resortesoptan por el grabado fotoquímico en lugar del estampado, ya que prefieren el grabado químico por sus características de ausencia de rebabas y tensiones, el nulo desgaste de las herramientas y la rapidez de suministro.
Características exclusivas sin coste adicional
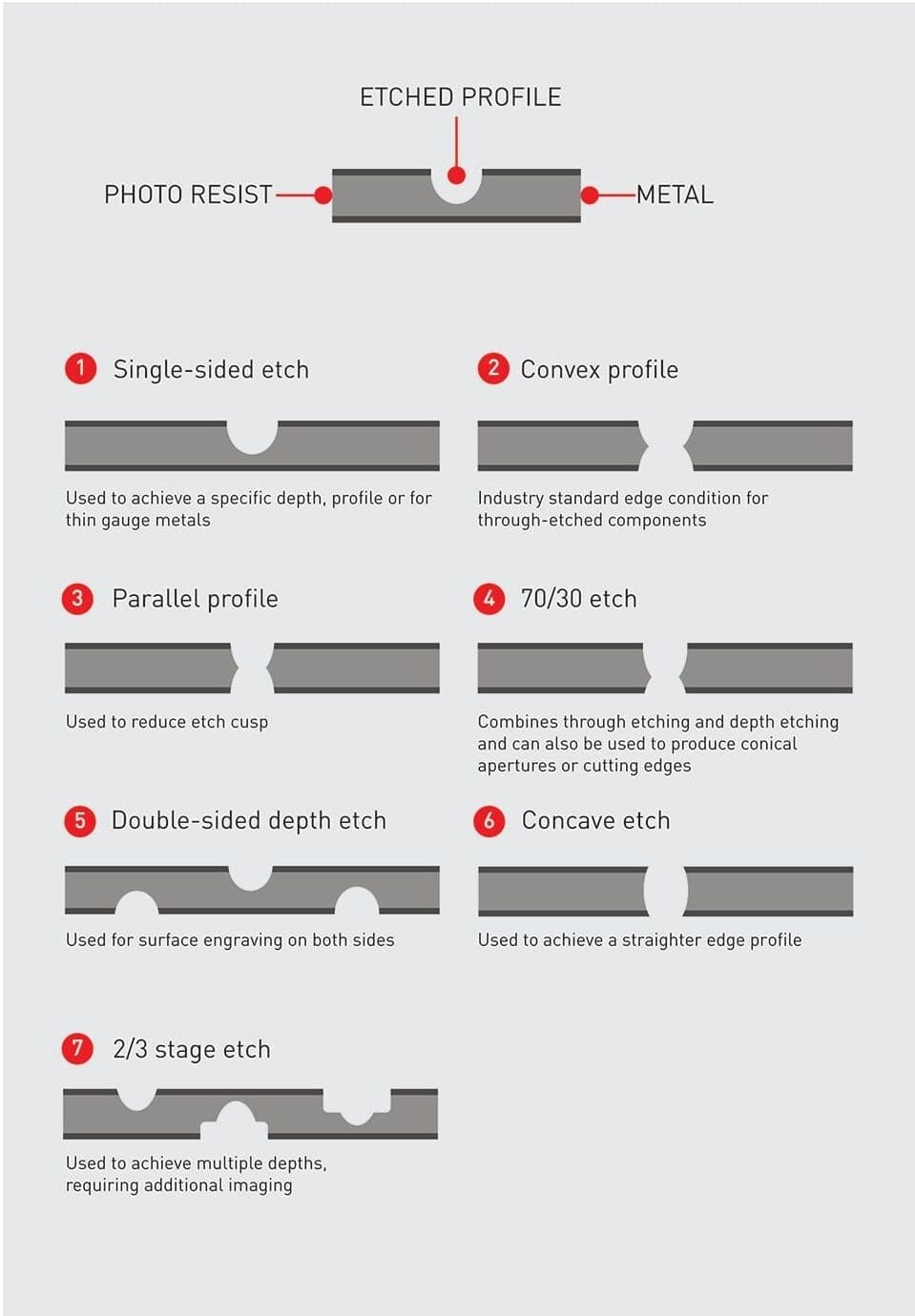
Los ingenieros pueden diseñar productos con características distintivas gracias a la «punta» del borde, controlada por el proceso de fresado químico. Esto permite crear diversos perfiles únicos, como los bordes de corte afilados que se utilizan en las cuchillas médicas o las aberturas cónicas para dirigir el flujo de fluidos en las mallas de filtración.
Bajos costes de puesta en marcha y modificaciones de diseño
En el sector del mecanizado de chapa, la mayor complejidad de las piezas suele traducirse en un aumento de los costes debido a la necesidad de utilizar utillaje complejo. Los costes también pueden aumentar cuando se trabaja con materiales y especificaciones no estándar, pero el fresado químico no se ve afectado por estos factores.
El grabado no solo se adapta bien a geometrías complejas, sino que también ofrece una gran flexibilidad, lo que facilita el ajuste de los diseños hasta el momento de la fabricación gracias a unas plantillas digitales económicas.
Prototipado rápido
A diferencia de otros métodos de corte de metal, el grabado químico se cobra por hoja. Esto permite procesar simultáneamente componentes con geometrías diversas utilizando una sola herramienta, lo que se traduce en un ahorro significativo de costes durante la fase de desarrollo.
El grabado químico es, por naturaleza, más rápido, ya que la fabricación de las herramientas suele llevar unas pocas horas en lugar de días o semanas, lo que explica la amplia adopción de esta tecnología para la creación de prototipos.
Documento técnico sobre el grabado químico
Descubra cómo el grabado químico puede superar las limitaciones de las tecnologías tradicionales de mecanizado de chapa.
DescargarÚltimos artículos
Artículo27 de enero de 2026
