




Elegir el método adecuado de conformado de metales en 2026
Investigadores del Instituto Tecnológico de Karlsruhe han descubierto recientemente que la selección de procesos de fabricación (MPS) influye en los resultados del diseño de los productos, pero que, a menudo, sigue basándose en la experiencia en lugar de en una evaluación estructurada de las alternativas. En este artículo, Ben Kitson, director de desarrollo empresarial de Precision Micro, explica por qué es fundamental comprender las diferencias entre el grabado químico y otros métodos de conformado de metales para tomar decisiones más fundamentadas a la hora de seleccionar los procesos.
Los distintos métodos de conformado de metales eliminan material de formas diferentes. Los procesos mecánicos utilizan la fuerza, los métodos térmicos utilizan el calor y el grabado químico utiliza reacciones químicas controladas. Estas diferencias afectan directamente a la integridad y la fiabilidad del material.
En el diseño asistido por ordenador (CAD) se puede modelar la geometría perfecta, pero la forma en que se corta o se moldea puede alterar el aspecto real de la superficie y de la capa cercana a ella, así como su comportamiento.
En este caso, nos centramos en las chapas metálicas y aleaciones técnicas más utilizadas, entre las que se incluyen los aceros, los aceros inoxidables, el níquel y sus aleaciones, el cobre y sus aleaciones, el aluminio y materiales similares. Cada proceso tiene sus limitaciones prácticas en cuanto a espesor, material y características que se pueden conseguir, factores que deben tenerse en cuenta a la hora de seleccionar el proceso.
Estas consideraciones revisten especial importancia, ya que los análisis sobrela «integridad de la superficie»en el mecanizado revelan que los procesos de arranque de material pueden alterar la microestructura, introducir tensiones residuales y provocar anomalías superficiales, lo que hace que sea fundamental evaluar cuidadosamente las opciones de fabricación.
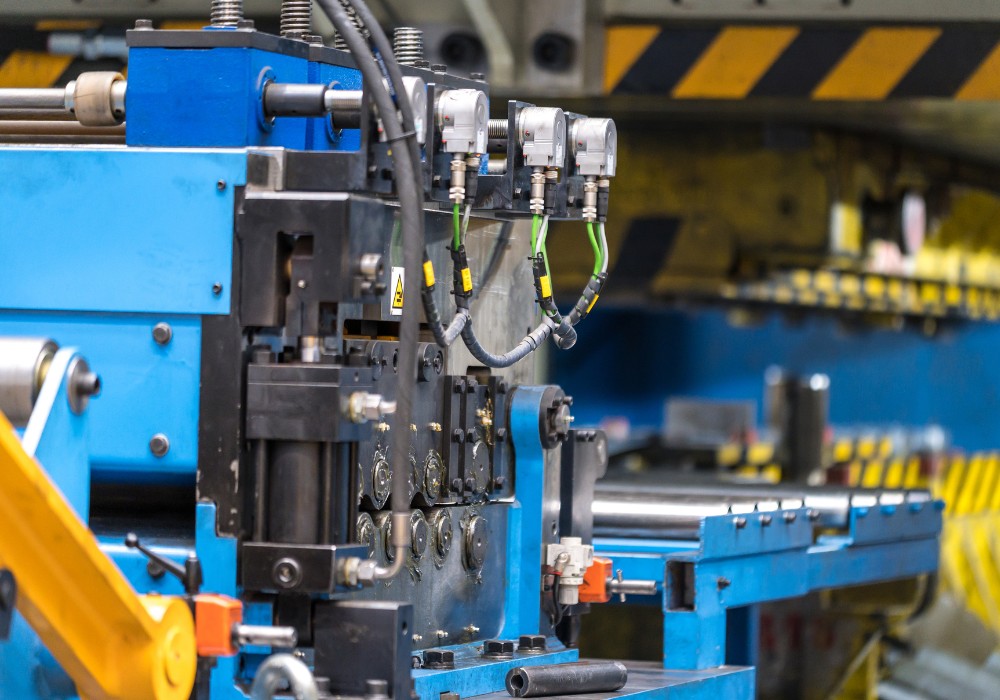
Métodos mecánicos
Empecemos por los procesos mecánicos. El estampado, el punzonado y el mecanizado CNC siguen siendo muy utilizados debido a su escalabilidad. Una vez que se dispone del utillaje necesario, permiten producir grandes volúmenes de componentes homogéneos de forma rápida y rentable.
Por eso se utilizan ampliamente en los sectores de la automoción y la electrónica. Sin embargo, estos procesos se basan en la fuerza física para cortar, conformar o eliminar material, y esa interacción afecta inevitablemente al propio metal.
Cuando un punzón o una herramienta de corte corta el material, este se deforma plásticamente. Se trata de una alteración permanente de la estructura del material, que suele afectar a la zona circundante, donde se producen rebabas, deformaciones en los bordes y tensiones localizadas.
De hecho, los estudios sobre la integridad de las superficies indican que los procesos de mecanizado y cizallamiento generan cargas mecánicas y térmicas que pueden alterar las propiedades del material subsuperficial y provocar tensiones residuales, lo que puede afectar al comportamiento frente a la fatiga y a la fiabilidad a largo plazo.
Estos efectos suelen requerir operaciones de acabado adicionales, como el desbarbado, el rectificado o el pulido, para cumplir los requisitos funcionales. La formación de rebabas es una consecuencia reconocida y, en gran medida, inevitable del mecanizado; las investigaciones sobre las aplicaciones de las aleaciones de metales ligeros ponen de relieve que el desbarbado es un proceso necesario, pero que no aporta valor añadido, y que puede incrementar considerablemente el esfuerzo y el coste de producción.
Las tensiones residuales son otro factor a tener en cuenta. El Laboratorio Nacional de Física del Reino Unido (NPL) confirma que los procesos de mecanizado y conformado generan tensiones internas que pueden provocar deformaciones, una menor resistencia a la fatiga e inestabilidad dimensional, especialmente en los componentes de precisión.
Además, los procesos mecánicos pueden imponer límites prácticos a la geometría que se puede conseguir. La fabricación de detalles muy finos, ángulos internos pronunciados o estructuras delgadas y delicadas puede requerir herramientas especializadas u operaciones de mecanizado secundarias.
El desgaste de las herramientas complica aún más la producción con el paso del tiempo, lo que afecta a la precisión dimensional y a la uniformidad del proceso. El estudio mencionado también destaca que el desgaste de las herramientas influye en el rendimiento del mecanizado, especialmente en aplicaciones de precisión que requieren tolerancias estrictas.

Moldeado térmico
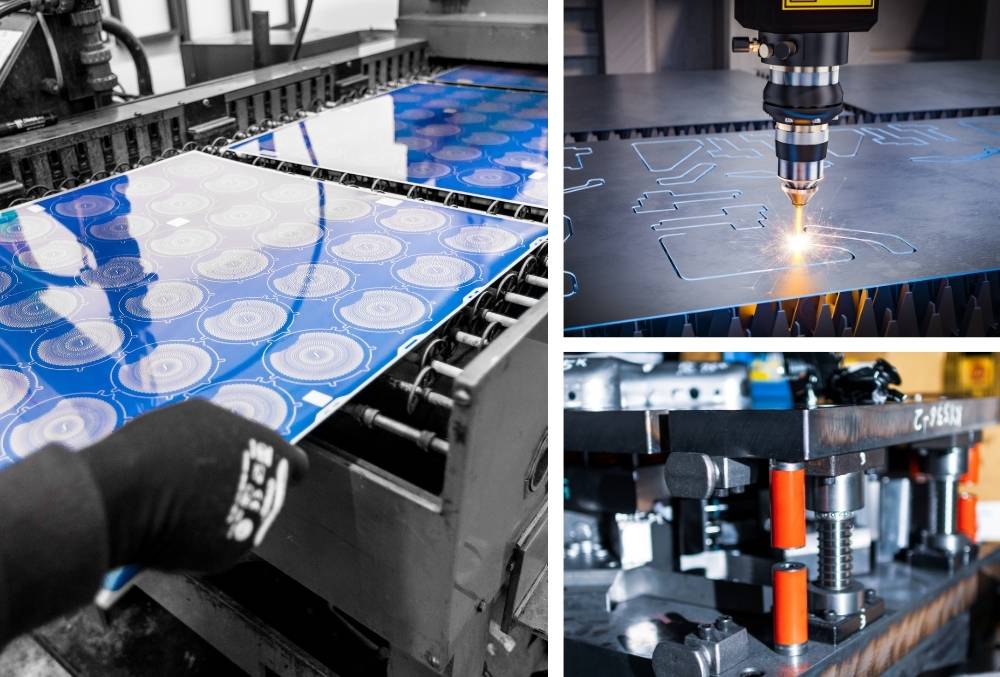
Otro método para dar forma al metal es el tratamiento térmico. En lugar de cortar o deformar físicamente el material, estos métodos utilizan energía concentrada, normalmente en forma de láser, arco de plasma o descarga eléctrica, para fundir o vaporizar el material a lo largo de una trayectoria definida.
Esto permite a los ingenieros crear geometrías complejas, detalles precisos y perfiles internos complejos que resultarían difíciles o poco prácticos de conseguir con herramientas mecánicas convencionales.
Dado que los procesos térmicos no se basan en fuerzas de corte físicas, evitan muchos de los efectos de deformación asociados al punzonado o al mecanizado. Sin embargo, la aplicación de calor plantea una serie de consideraciones específicas en cuanto al material.
Cuando un láser o una descarga eléctrica interactúa con una superficie metálica, genera un ciclo térmico muy localizado. Esto da lugar a lo que se conoce como zona afectada por el calor (HAZ), una región en la que el material ha estado expuesto a temperaturas elevadas y sufre cambios microestructurales, aunque no llegue a fundirse.
Estos cambios microestructurales pueden influir directamente en el comportamiento mecánico. Un estudio de 2021 sobre las investigaciones existentes reveló que las zonas afectadas por el calor pueden reducir significativamente la resistencia de ciertos materiales. Esto incluye reducciones de hasta el 50 % en las aleaciones de aluminio y reducciones de la tensión de rotura de hasta el 70 %, dependiendo del estado del material y de la exposición térmica.
El NPL también descubrió que las tensiones residuales generadas durante el mecanizado pueden alcanzar niveles extremadamente altos, normalmente en torno a los 500 MPa y hasta varios gigapascales en materiales duros. Se trata de niveles más que suficientes para influir en la resistencia a la flexión y en el rendimiento a largo plazo de los componentes.
Además, los procesos de corte térmico pueden generar capas de resolidificación. Se trata de finas capas de material resolidificado que se forman cuando el metal fundido se enfría rápidamente en la superficie de corte.
Estas capas superficiales modificadas suelen presentar una microestructura y unas propiedades mecánicas diferentes a las del material base original, lo que puede requerir procesos de acabado secundarios para restablecer la integridad óptima de la superficie.

Mecanizado químico
Otra opción es el grabado químico, también conocido como mecanizado fotoquímico (PCM). A diferencia de los procesos mecánicos o térmicos, este método elimina material mediante reacciones químicas controladas, en lugar de mediante fuerza o calor.
Una máscara de fotorresina define la geometría del componente, y el metal expuesto se disuelve selectivamente mediante agentes de grabado. Dado que el material se elimina químicamente, el PCM evita la deformación y los efectos térmicos asociados a los métodos de conformado convencionales.
Un análisis reciente del proceso de fabricación ha revelado que la PCM es un proceso que no genera tensiones, ni deja tensiones residuales, rebabas ni deformaciones. Tampoco altera la dureza, la estructura del grano ni la ductilidad, ya que no se aplican fuerzas de corte ni cargas térmicas.
Un estudio publicado en 2025 en la revista *Journal of Tribology* también sugiere que el mecanizado fotoquímico es una opción viable para la producción de microestructuras y componentes de precisión. Todo ello sin comprometer la integridad del material y evitando las tensiones y deformaciones asociadas a los métodos de fabricación convencionales.
Otra ventaja es la flexibilidad en el uso de herramientas. El grabado químico utiliza fotomoldes en lugar de herramientas rígidas como matrices o punzones, lo que permite crearlos rápidamente y modificarlos con facilidad, lo que se traduce en iteraciones de diseño más rápidas y menores costes de herramientas. Dado que los fotomoldes no sufren desgaste mecánico, también mantienen su precisión durante toda la producción.
Desde el punto de vista de la ingeniería, esto favorece un desarrollo más rápido de los productos y permite a los fabricantes adaptarse con rapidez a los cambios en los requisitos de diseño. Sin embargo, al igual que todos los procesos aditivos o sustractivos tienen limitaciones prácticas, el grabado químico es más adecuado para chapas metálicas de espesor relativamente reducido.
Los rangos habituales incluyen aceros y aceros inoxidables (0,01-2,5 mm), níquel, cobre, aluminio y aleaciones técnicas similares (0,01-1,5 mm). Las dimensiones de las láminas también varían en función del proceso y del material, pero el método resulta más eficaz para placas de hasta unos 600 mm × 1500 mm. Los metales con un espesor superior a estos rangos suelen ser menos económicos de procesar debido al tiempo de grabado y a los requisitos químicos.
No obstante, el grabado químico sigue siendo eficaz en una amplia variedad de metales y aleaciones de uso común. Entre ellos se incluyen los aceros de bajo y alto contenido en carbono, los aceros martensito-aging y los aceros eléctricos. También es adecuado para los aceros inoxidables, incluidos los de tipo austenítico, ferrítico/martensítico, endurecidos por precipitación, dúplex y súper dúplex.
Asimismo, se pueden procesar aleaciones de níquel como el Inconel, el Monel y el Invar, junto con el cobre y las aleaciones de cobre, entre las que se incluyen el cobre-berilio, el latón y el bronce fosforoso. El aluminio y los bronces de aluminio también son compatibles, al igual que otros metales especiales como el molibdeno o las películas de poliimida metalizadas.
Al igual que en cualquier proceso de fabricación, comprender estas limitaciones relacionadas con los materiales y el espesor es fundamental para seleccionar el método de conformado adecuado para el diseño y la aplicación del componente. Sin embargo, la flexibilidad que ofrece el grabado químico permite a los ingenieros crear detalles finos, geometrías delicadas y patrones complejos que podrían resultar difíciles de conseguir con métodos mecánicos o térmicos, al tiempo que se preserva la integridad del material.
El conformado mecánico aplica fuerza, el conformado térmico aplica calor, y ambos pueden afectar a la integridad del material. Por su parte, el grabado químico elimina material sin aplicar ni fuerza ni calor, lo que permite a los ingenieros conservar las propiedades del material al tiempo que se consiguen geometrías precisas.
Comprender estas diferencias ayuda a tomar decisiones fundamentadas a la hora de seleccionar los procesos, garantizando que la fabricación respalde la intención del diseño, en lugar de comprometerla. Por eso, los resultados del diseño deben basarse en una evaluación estructurada de las alternativas, y no solo en la experiencia.
Para obtener más información sobre el grabado químico, descargue aquí el último informe técnico de Precision Micro. También puede ponerse en contacto con nuestro equipo llamando al +44 (0) 121 380 0100.
Documento técnico sobre el grabado químico
Descubra cómo el grabado químico puede superar las limitaciones de las tecnologías tradicionales de mecanizado de chapa.
DescargarÚltimos artículos
Artículo27 de enero de 2026
