




Phototooling: Fabricación de precisión rápida y rentable
El fototooling desempeña un papel fundamental en el proceso de grabado fotoquímico. En este artículo se analiza en qué consiste el fototooling y cómo se utiliza, al tiempo que se destacan las ventajas que ofrece en comparación con los procesos tradicionales de mecanizado de chapa, como el estampado y el corte por láser.
¿Qué es una herramienta fotográfica?
Se utiliza una herramienta fotográfica para transferir la imagen generada por ordenador (CAD) del diseño de un componente a la chapa metálica antes de la fabricación de prototipos o la producción en serie, mediante un proceso de grabado químico.
El proceso de creación de la plantilla fotográfica comienza con el diseño inicial, que se genera mediante un programa de CAD. Posteriormente, este diseño se corrige para tener en cuenta las variaciones del proceso de grabado antes de imprimirse o «trazarse» sobre láminas de mylar.
Estas plantillas fotográficas de mylar pueden ser de una o de dos caras; las variantes de dos caras se utilizan para geometrías más complejas o cuando se requieren grabados en ambas caras de la lámina metálica.
¿Cómo funciona Phototooling?
El fototooling actúa como una plantilla cuando se combina con una lámina metálica recubierta de un material fotosensible. El fotorresistente sufre una reacción controlada al exponerse a la luz ultravioleta a través del fototool, imprimiendo el diseño deseado sobre el material del sustrato. Posteriormente, el material se somete a un tratamiento químico para revelar y exponer el patrón deseado a través del fotorresistente antes del grabado, un proceso sustractivo que utiliza agentes químicos de grabado para disolver selectivamente la lámina metálica expuesta.
¿En qué se diferencia el fototooling de las herramientas tradicionales para el mecanizado de chapa?
Estampado

En el proceso de estampado, un fabricante de herramientas diseña un juego de punzones y matrices especializados, que posteriormente se mecanizan meticulosamente siguiendo planos detallados.
La fabricación de herramientas de estampación puede resultar bastante costosa, ya que a menudo alcanza decenas de miles de dólares, dependiendo de factores como la complejidad de los componentes, el tamaño y los materiales seleccionados. Los plazos de entrega también pueden variar entre semanas y meses, dependiendo de la complejidad de las herramientas.
Además, pueden surgir dificultades en el mantenimiento de las herramientas de estampación debido al desgaste, lo que conlleva un aumento de los gastos y una prolongación de los plazos de entrega.
Moldes para fotolitografía frente a moldes para estampado
El fotomoldeado ofrece una alternativa rentable a los moldes tradicionales de estampado en frío. La impresión directa de los moldes a partir de datos CAD permite su rápida creación, simplifica las modificaciones y acorta los plazos de entrega. El fotomoldeado producido digitalmente, cuyo precio suele rondar los 200 dólares, también permite crear prototipos de forma económica. Además, sus láminas de mylar son duraderas, fácilmente intercambiables y reutilizables, lo que reduce aún más los costes y los plazos de entrega.
Corte por láser y corte por chorro de agua
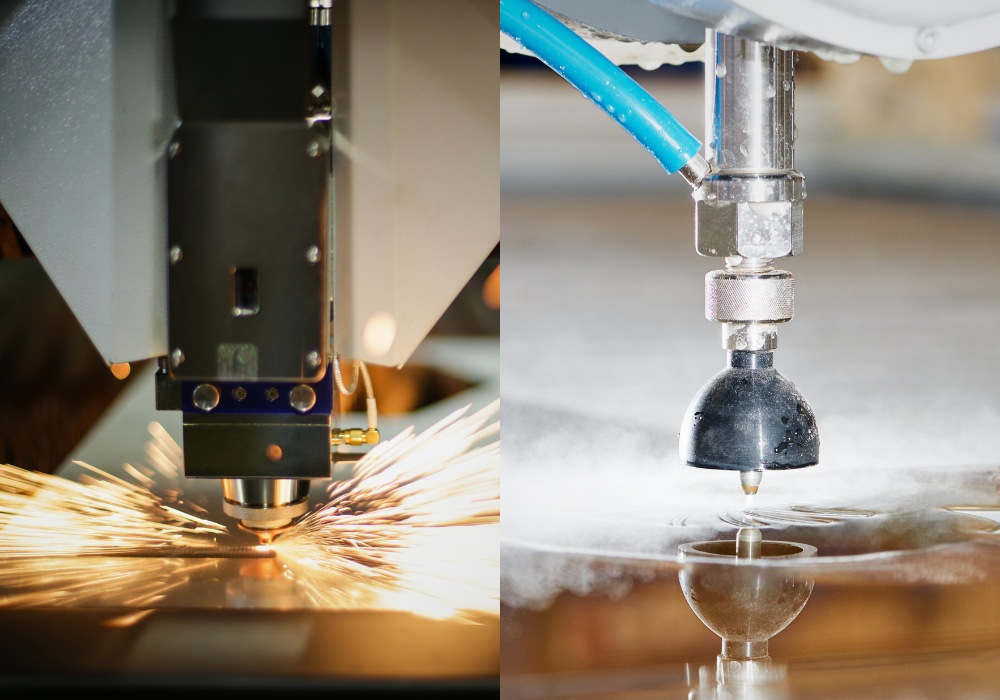
El corte por láser y el corte por chorro de agua comparten una característica común: ambos eliminan la necesidad de utilizar utillaje físico, ya sea rígido o flexible. En su lugar, se programa un láser o un chorro de agua para cortar con precisión los componentes deseados a partir de una chapa metálica. Al eliminar la necesidad de utillaje, el gasto principal se limita al coste de la programación, lo que hace que la puesta a punto de ambos procesos resulte rentable para los ingenieros.
No obstante, a pesar de su asequibilidad, esta configuración solo representa la fase inicial del proceso. Al tratarse de procesos de un solo punto, los plazos de entrega pueden prolongarse hasta varias semanas, y pueden surgir dificultades adicionales al mecanizar componentes complejos que exigen un alto nivel de precisión.
Herramientas de fototallado frente a herramientas de corte por láser y corte por chorro de agua
Aunque el fotograbado requiere una inversión económica moderada, destaca por su capacidad para reproducir diseños complejos con una precisión inigualable, lo que permite realizar ajustes en el diseño hasta que se cumplan las especificaciones de los componentes. Además, el grabado químico elimina el riesgo de rebabas y tensiones, lo que garantiza un rendimiento óptimo de los componentes.
Electroformado
La electroformación, una técnica que consiste en la deposición de metal sobre una superficie conductora mediante electrólisis, utiliza diversos tipos de plantillas. Por ejemplo, las plantillas de vidrio funcionan de manera similar a las láminas de Mylar que se utilizan en el grabado químico o en la imagen directa por láser (LDI). En la LDI, el diseño CAD se transfiere a la superficie recubierta de fotorresina de un sustrato mediante un láser. Este tipo de herramientas permite a los ingenieros alcanzar una precisión de hasta ±1 micra, ofreciendo detalles ultrafinos y tolerancias muy ajustadas que superan a las de otras tecnologías de mecanizado de chapa metálica.
A pesar de su precisión y exactitud sin igual, el electroformado destaca por ser el proceso de mecanizado más costoso. Las herramientas tradicionales para el electroformado suelen suponer un gasto de miles de dólares, y también hay que tener en cuenta los gastos de programación cuando se utiliza la tecnología LDI. Además, el electroformado ofrece una flexibilidad limitada en cuanto a los materiales, ya que suele limitarse al cobre y al níquel.
Herramientas de fotolitografía frente a herramientas de electroformado
Aunque no alcanza los niveles de precisión de la electroformación, el fotograbado constituye una alternativa más económica. Ofrece a los ingenieros la posibilidad de grabar parcialmente los componentes colocando dos fotomoldes distintos en lados opuestos del sustrato, lo que da como resultado un relieve «grabado». Además, el grabado químico demuestra una versatilidad excepcional, ya que admite más de 2.000 tipos de variantes de materiales, lo que proporciona a los ingenieros una amplia y adaptable selección de materiales para el diseño de sus componentes de precisión.
Conclusión
El fototooling se perfila como un método versátil para la fabricación de componentes grabados con precisión. El uso de láminas de Mylar resistentes al desgaste contribuye a reducir los costes y los plazos de entrega, lo que convierte al fototooling en una opción rentable. Los ingenieros de diseño disfrutan además de una libertad y flexibilidad sin igual, ya que elimina los costes adicionales de modificación asociados al utillaje rígido. Además, el fototooling destaca en la gestión de diseños complejos y intrincados, garantizando precisión y uniformidad en diversas aplicaciones e industrias.
Documento técnico sobre el grabado químico
Descubra cómo el grabado químico puede superar las limitaciones de las tecnologías tradicionales de mecanizado de chapa.
DescargarÚltimos artículos
Artículo27 de enero de 2026
