




Reducción de los costes, los riesgos y la incertidumbre en el suministro de componentes metálicos de precisión

En un mundo ideal, todos los fabricantes desearían recibir componentes de alta calidad a tiempo y al menor coste posible.
Es bien sabido que estos tres pilares —coste, calidad y rapidez— son difíciles de conciliar. Casi siempre hay que sacrificar algo. En el caso de los componentes de precisión, esto es especialmente cierto.

Dado que suelen desempeñar funciones fundamentales en los equipos, incluso en aplicaciones automovilísticas, aeroespaciales y médicas , la consideración primordial es la calidad y el rendimiento, aspectos en los que no se puede transigir.
Por lo tanto, los fabricantes han llegado a aceptar que la calidad requiere tiempo y tiene un coste, y aunque incorporan estos factores en sus calendarios de producción y modelos de fijación de precios, siguen sufriendo inevitablemente problemas de inconsistencia y de suministro.
Pero, al menos en lo que respecta al trabajo con chapa, hay una forma de encontrar un equilibrio más satisfactorio entre el coste, la calidad y la rapidez.
Analicemos el proceso, desde la investigación y el desarrollo hasta la producción y el suministro.
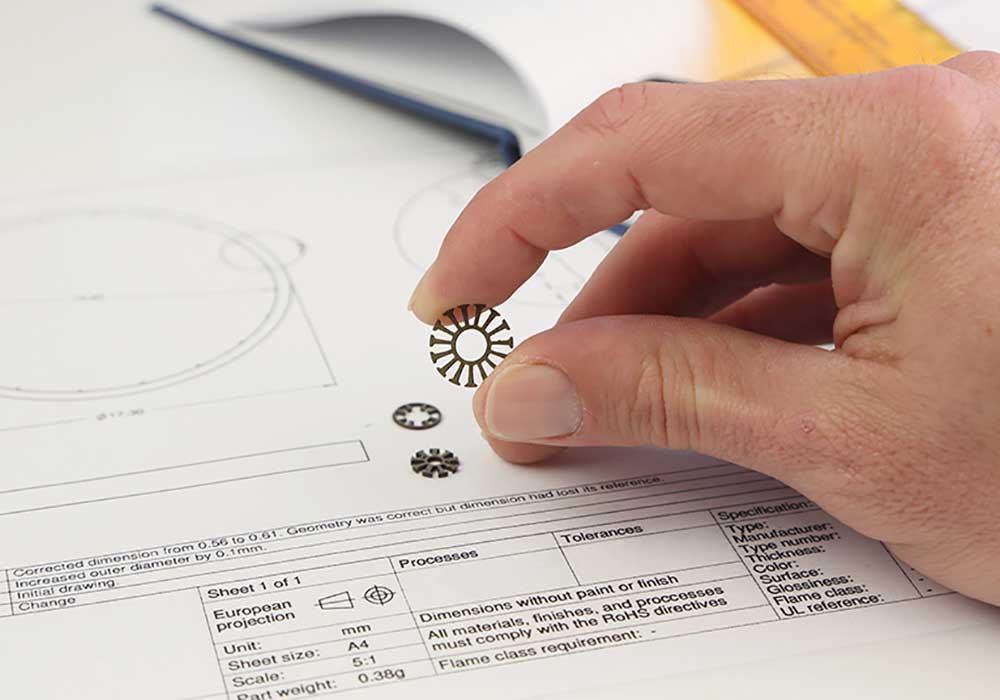
En primer lugar, está la cuestión del diseño y la creación de un prototipo para garantizar que las tolerancias sean las correctas y que el componente sea adecuado para su finalidad. Esto implica el uso de herramientas y un cierto grado de ensayo y error, lo que puede alargar la duración del proceso y aumentar los costes, sobre todo si el material elegido se comporta de forma imprevista.
Dado que cada metal tiene unas propiedades propias y cada diseño es único, esto no es nada raro. Por ejemplo, se sabe que tanto el aluminio, un metal blando, como el titanio, uno duro, plantean dificultades específicas cuya resolución puede resultar costosa.
Los equipos mecánicos, como las prensas y los sistemas de corte por chorro de agua, pueden cortar, aplastar o dañar los bordes metálicos
Luego está el proceso de corte en sí. Los equipos mecánicos, como la estampación y el corte por chorro de agua, pueden cortar, aplastar o dañar los bordes del metal. El corte por láser utiliza calor, lo que también puede afectar al metal.
Aunque estos problemas pueden ser mínimos y resolverse fácilmente, no dejan de añadir una complicación adicional. Las rebabas, propias del estampado de metales, plantean un reto igualmente habitual, que requiere el uso de tambores de pulido, lijado o intervención electromecánica para alcanzar la calidad deseada.
En cada fase del proceso pueden surgir problemas que generen costes adicionales, retrasos e incertidumbre en los plazos de entrega, lo cual supone un problema.

Reducir la complejidad mediante el grabado fotoquímico
La causa principal de esta incertidumbre es la complejidad, que suele traducirse en un aumento de los costes. La forma más sencilla de contrarrestar esto es mediante la simplicidad, como la que ofrece el grabado fotoquímico.
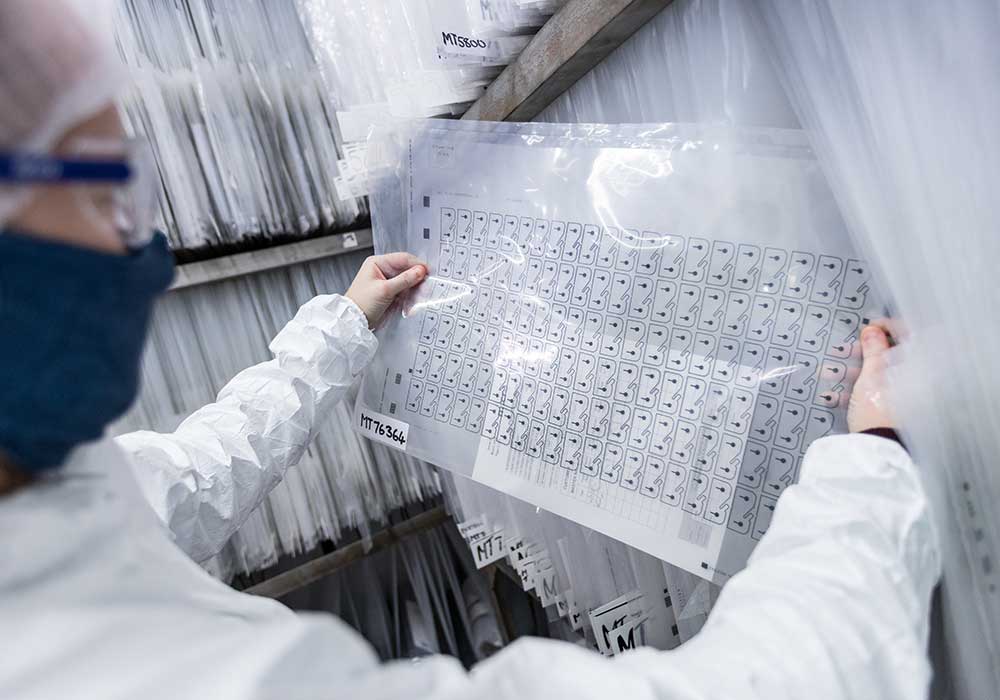
Conocido más comúnmente como grabado químico o fotograbado, se trata de un «proceso de mecanizado sustractivo» en el que los componentes se imprimen sobre metales con un recubrimiento especial mediante luz ultravioleta, antes de ser grabados de forma selectiva a partir de las láminas. Presenta similitudes con la impresión, salvo que se realiza en 3D.
El grabado fotoquímico, capaz de producir componentes de gran complejidad, puede aplicarse a prácticamente cualquier metal (con un grosor de hasta 1,5 mm) y a chapas de hasta 1500 mm de longitud.
Gracias a su capacidad de personalización geométrica ilimitada y a su precisión infinitamente repetible, resulta ideal para la producción rápida incluso de los diseños más complejos y se utiliza ampliamente en todo el sector, incluso en las aplicaciones más exigentes.
Aunque la tecnología pueda resultar compleja, el proceso en sí está optimizado, lo que da como resultado una solución muy rentable.
Prototipos rápidos y flexibles en cuestión de días
Las herramientas digitales reducen los costes y el tiempo asociados al proceso físico. Del mismo modo, durante la creación de prototipos, los ingenieros pagan por cada hoja de piezas, lo que minimiza los gastos. Y como todas las características de los componentes se graban al mismo tiempo —sin rebabas—, no hay costes adicionales por procesos complementarios.
En una sola tanda de producción se pueden procesar lotes de componentes utilizando una única herramienta. Como consecuencia de todo ello, los plazos se pueden reducir de semanas e incluso meses a una cuestión de días, y a veces incluso de horas.
Conclusión
Aunque otros métodos de mecanizado de metales —como el estampado, el punzonado y el corte por láser o por chorro de agua— son perfectamente capaces de ofrecer un producto final de alta calidad, la cuestión clave es cómo se comparan con el modelo de coste, calidad y rapidez. La respuesta es que no tan bien como el grabado fotoquímico.
Al simplificar el proceso, el grabado químico permite suministrar componentes de precisión de forma rentable, reduciendo así los riesgos y la incertidumbre a lo largo de toda la cadena de suministro.
Documento técnico sobre el grabado químico
Descubra cómo el grabado químico puede superar las limitaciones de las tecnologías tradicionales de mecanizado de chapa.
DescargarÚltimos artículos
Artículo27 de enero de 2026
