




Ein Leitfaden zum photochemischen Ätzen für Konstrukteure

Dieser Leitfaden zum photochemischen Ätzen hebt die wichtigsten Merkmale hervor, die Konstrukteure berücksichtigen müssen, um das Ätzverfahren optimal nutzen zu können.
Für einen ausführlichen Leitfaden zum photochemischen Ätzverfahren können Sie hier unser KOSTENLOSES Whitepaper herunterladen.
Einführung
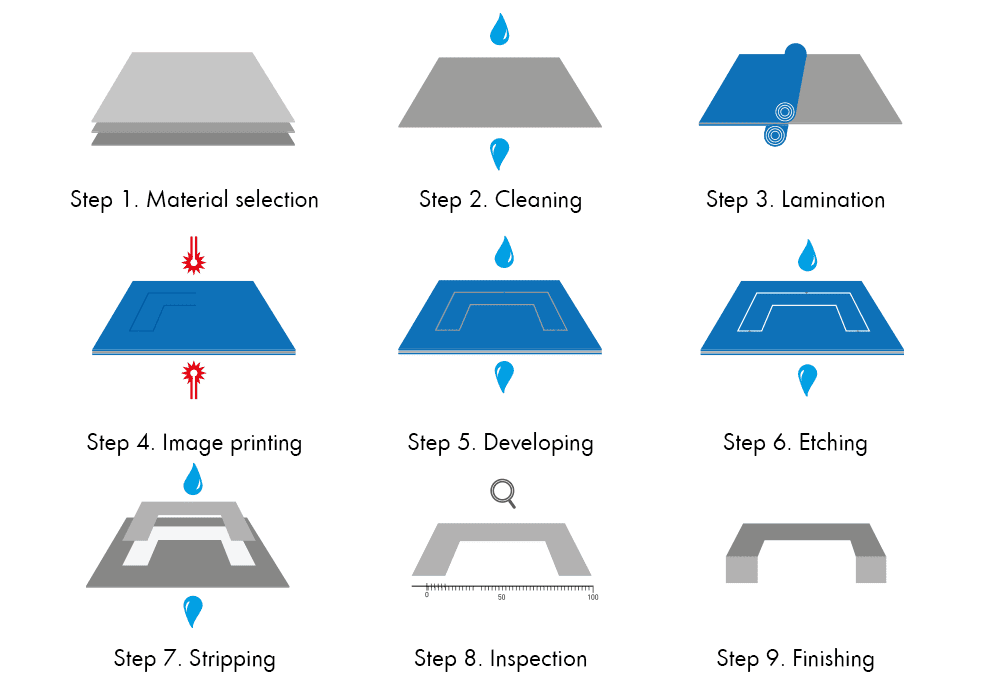
Das fotochemische Ätzen ist ein hochgradig wiederholbares und vielseitiges Ätzverfahren, mit dem sich Präzisionsmetallteile für eine Vielzahl von unternehmens- oder sicherheitskritischen Anwendungen kostengünstig herstellen lassen.
Bei diesem Verfahren wird mit Hilfe eines lichtempfindlichen Resists und chemischer Ätzmittel selektiv Material von Blechen abgetragen, um detailreiche und präzise Komponenten herzustellen.
Geeignete Materialien für das photochemische Ätzen
Im Gegensatz zu den herkömmlichen Verfahren der Blechbearbeitung kann das fotochemische Ätzen auf praktisch jedes weiche, harte oder spröde Metall angewendet werden. Das Verfahren ist im Allgemeinen nicht für Edelmetalle wie Gold geeignet.
Klicken Sie unten, um mehr über das Ätzen der einzelnen Materialtypen zu erfahren, oder sehen Sie sich eine detaillierte Liste der für das photochemische Ätzen geeigneten Metalle und Sorten an.
- Stahl und nichtrostende Stähle
- Aluminium
- Nickel und Nickellegierungen
- Kupfer und Kupferlegierungen
- Titan
- Andere Spezialmetalle, wie Molybdän
Wie präzise ist das fotochemische Ätzen?
Beim fotochemischen Ätzen beziehen sich die erreichbaren Toleranzen oft auf die Materialstärke.
- Für Metalle mit einer Dicke von 0,01 mm bis 0,25 mm beträgt die Standardtoleranz beim Ätzen mindestens ±0,025 mm.
- Bei höheren Dicken (bis maximal 2,5 mm) beträgt die minimale Standard-Ätztoleranz in der Regel ±10 % der Metalldicke.
Bei der herkömmlichen Metallbearbeitung können zwar engere Toleranzen erreicht werden, doch gibt es Grenzen. So kann mit der Lasertechnologie eine Genauigkeit von ±5 % der Metalldicke erreicht werden, allerdings ist dies oft auf eine Mindestgröße von 0,2 mm begrenzt. Da es sich beim Laserschneiden um eine "Ein-Punkt"-Bearbeitungsmethode handelt, ist es außerdem teurer, komplexe Teile mit vielen Öffnungen, wie z. B. kundenspezifische Gitter oder Filter, herzustellen.
Darüber hinaus bietet das Laserschneiden keine gravierten Merkmale, die für fluidische Geräte wie bipolare Brennstoffzellen oder Wärmetauscherplatten benötigt werden . Diese lassen sich leicht mit dem fotochemischen Ätzverfahren erzielen, das genau auf die erforderliche Tiefe gesteuert werden kann.
Siehe Überblick über die technischen Richtlinien für das Ätzen
Minimale Strukturgrößen beim photochemischen Ätzen
Durch chemisches Ätzen kann eine minimale Standardstrukturgröße von 0,1 mm erreicht werden. Öffnungen darunter sind mit der Entwicklung möglich, ebenso wie eine Genauigkeit von ±8 % der Metalldicke.
Grat- und spannungsfreie Bearbeitung
Das Stanzen ist eine der nächstgelegenen Bearbeitungsmethoden, die die Genauigkeit und die Mindestgröße der Merkmale des chemischen Ätzens wiedergeben können. Allerdings können beim Stanzen Spannungen und Restgrate auf dem Metall entstehen.
In den meisten Fällen erfordern Stanzteile auch eine kostspielige Nachbearbeitung, was die Rentabilität von Kleinserien verringert. Darüber hinaus ist bei der Verarbeitung von Hartmetallen der Werkzeugverschleiß ein Problem, das bei höheren Stückzahlen zu zusätzlichen Kosten führt und oft eine zeitaufwändige Überholung erforderlich macht.
Da beim photochemischen Ätzen keine harten Werkzeuge verwendet werden müssen, werden Verformungen und Spannungen vermieden. Das Ergebnis sind flache Bauteile mit glatter Oberfläche und ohne Grate, da das Metall gleichmäßig aufgelöst wird, bis die gewünschten Geometrien erreicht sind.
Aus diesen Gründen entscheiden sich zahlreiche Federkonstrukteurefür das photochemische Ätzen anstelle des Stanzens und bevorzugen das chemische Ätzen aufgrund seiner grat- und spannungsfreien Eigenschaften, des geringen Werkzeugverschleißes und der schnellen Lieferfähigkeit.
Einzigartige Funktionen ohne zusätzliche Kosten
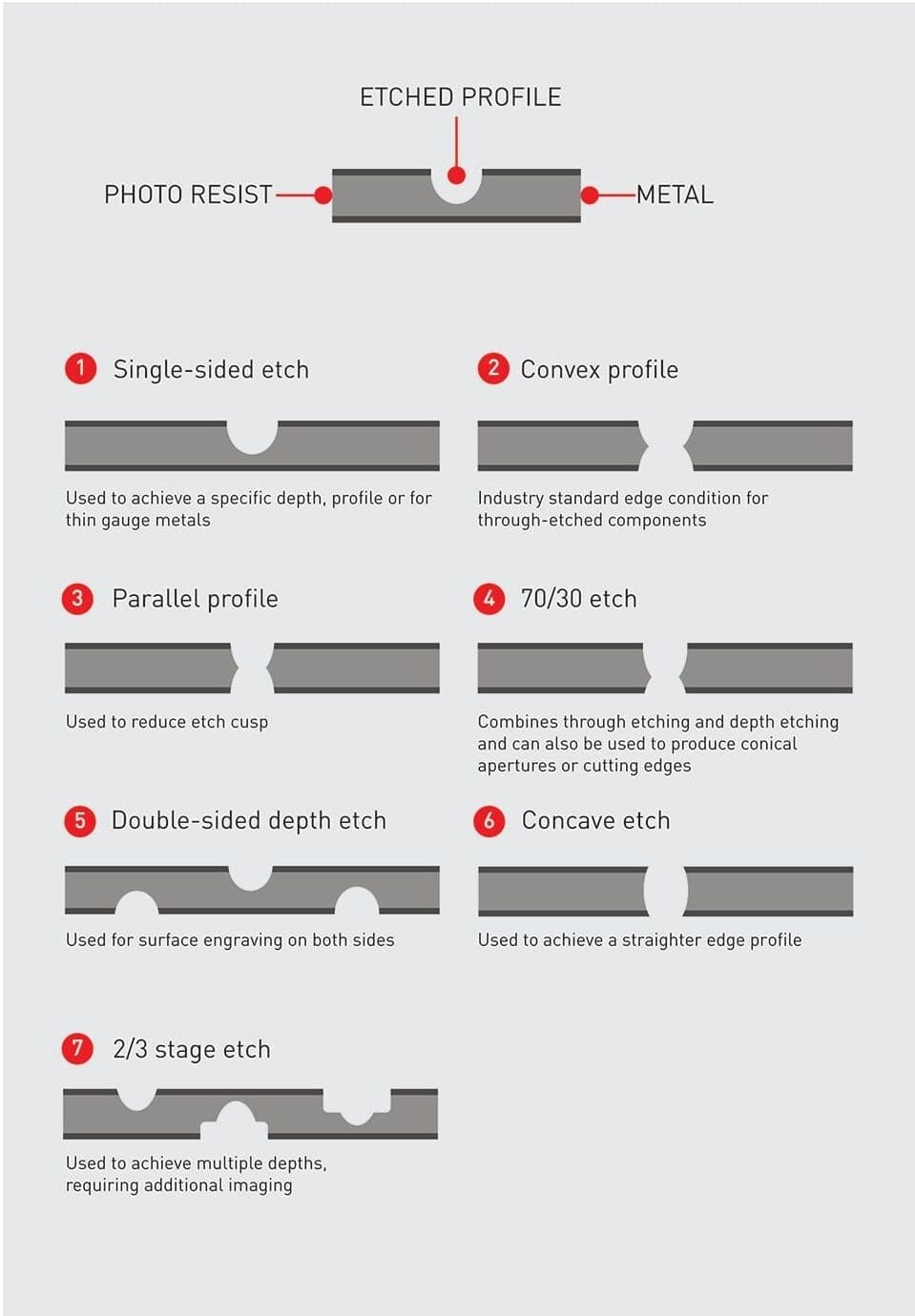
Ingenieure können Produkte mit besonderen Merkmalen entwerfen, dank der durch den chemischen Fräsprozess gesteuerten Kantenspitzen". Dies ermöglicht die Schaffung verschiedener einzigartiger Profile, einschließlich scharfer Schneidkanten, die in medizinischen Klingen verwendet werden, oder konischer Öffnungen zur Lenkung des Flüssigkeitsstroms in Filtersieben.
Geringe Einrichtungskosten und Konstruktionsänderungen
In der Blechbearbeitung führt die Herstellung komplexerer Teile in der Regel zu höheren Kosten, da komplizierte Werkzeuge benötigt werden. Die Kosten können auch steigen, wenn es sich um nicht standardisierte Materialien und Spezifikationen handelt, aber das chemische Fräsen ist von diesen Faktoren nicht betroffen.
Das Ätzen bewältigt nicht nur schwierige Geometrien, sondern ermöglicht auch eine enorme Flexibilität, indem es dank kostengünstiger digitaler Werkzeuge die Anpassung von Entwürfen bis zum Zeitpunkt der Fertigung erleichtert.
Schnelles Prototyping
Im Gegensatz zu alternativen Zerspanungsmethoden arbeitet das chemische Ätzen auf der Basis von Einzelabrechnungen. Dies ermöglicht die gleichzeitige Bearbeitung von Bauteilen mit unterschiedlichen Geometrien mit einem einzigen Werkzeug, was zu erheblichen Kosteneinsparungen in der Entwicklung führt.
Das chemische Ätzen ist von Natur aus schneller, da die Herstellung von Werkzeugen in der Regel nur wenige Stunden statt Tage oder Wochen dauert, was die weite Verbreitung dieser Technologie für das Prototyping erklärt.
Whitepaper zum chemischen Ätzen
Erfahren Sie, wie das chemische Ätzen die Grenzen herkömmlicher Blechbearbeitungstechnologien überwinden kann.
HerunterladenNeueste Artikel
