




Die Wahl der richtigen Metallumformungsmethode im Jahr 2026
Forscher des Karlsruher Instituts für Technologie haben kürzlich herausgefunden, dass die Auswahl des Fertigungsprozesses (MPS) Einfluss auf das Produktdesign hat, jedoch häufig noch immer eher auf Erfahrung als auf einer strukturierten Bewertung der Alternativen basiert. Ben Kitson, Leiter der Geschäftsentwicklung bei Precision Micro, erklärt, warum es für eine fundierte Entscheidung bei der Prozessauswahl unerlässlich ist, die Unterschiede zwischen dem chemischen Ätzen und anderen Metallformungsverfahren zu verstehen.
Verschiedene Metallformungsverfahren entfernen Material auf unterschiedliche Weise. Mechanische Verfahren nutzen Kraft, thermische Verfahren nutzen Wärme und chemisches Ätzen nutzt kontrollierte chemische Reaktionen. Diese Unterschiede wirken sich direkt auf die Materialintegrität und Zuverlässigkeit aus.
Sie können die perfekte Geometrie im computergestützten Design (CAD) modellieren, aber die Art und Weise, wie Sie sie schneiden oder formen, kann das Aussehen und die Eigenschaften der Oberfläche und der oberflächennahen Schicht verändern.
Hier konzentrieren wir uns auf häufig verwendete Bleche und technische Legierungen, darunter Stähle, Edelstähle, Nickel und Nickellegierungen, Kupfer und Kupferlegierungen, Aluminium und ähnliche Werkstoffe. Jeder Prozess hat praktische Grenzen hinsichtlich Dicke, Material und erzielbaren Eigenschaften – Faktoren, die bei der Auswahl des Verfahrens berücksichtigt werden müssen.
Diese Überlegungen sind besonders relevant, da Untersuchungen zur„Oberflächenintegrität“bei der Bearbeitung zeigen, dass Materialabtragungsverfahren die Mikrostruktur verändern, Restspannungen verursachen und Oberflächenanomalien hervorrufen können, weshalb es wichtig ist, die Fertigungsoptionen sorgfältig zu prüfen.
Mechanische Verfahren
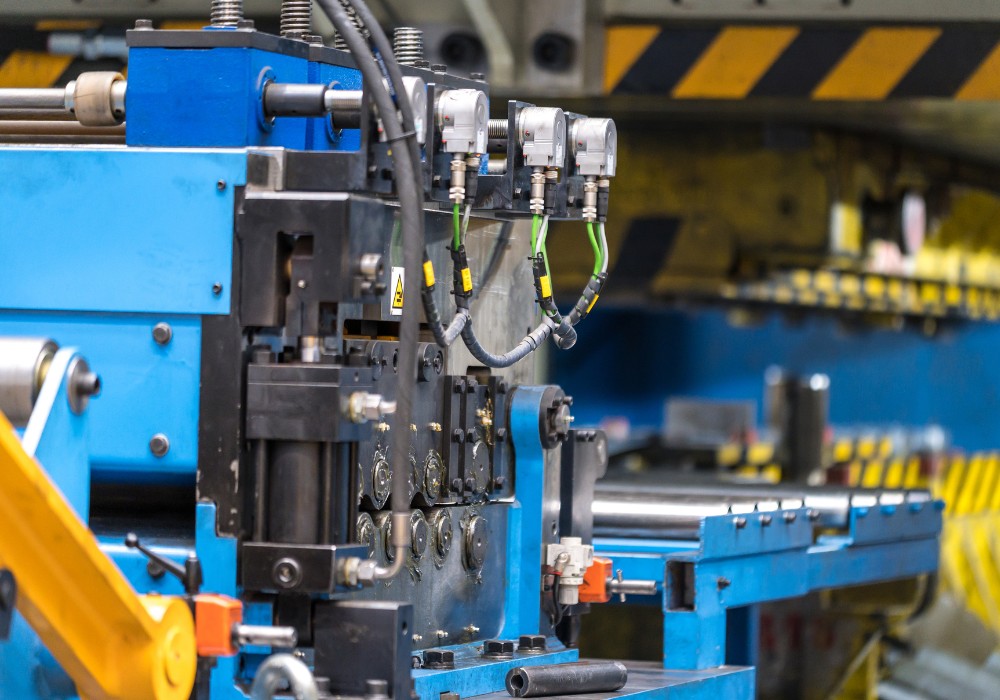
Beginnen wir mit mechanischen Verfahren. Stanzen, Lochen und CNC-Bearbeitung sind aufgrund ihrer Skalierbarkeit nach wie vor weit verbreitet. Sobald die Werkzeuge eingerichtet sind, können sie schnell und kostengünstig große Mengen einheitlicher Komponenten produzieren.
Aus diesem Grund werden sie häufig in der Automobilindustrie und Elektronik eingesetzt. Diese Verfahren basieren jedoch auf physikalischer Kraft zum Schneiden, Formen oder Entfernen von Material, und diese Wechselwirkung wirkt sich unweigerlich auf das Metall selbst aus.
Wenn ein Stanz- oder Schneidwerkzeug Material schert, verformt es sich plastisch. Dies ist eine dauerhafte Veränderung der Materialstruktur, die in der Regel die umgebende Region betrifft, wo sie zu Gratbildung, Kantenverformung und lokaler Beanspruchung führt.
Tatsächlich zeigen Untersuchungen zur Oberflächenintegrität, dass Bearbeitungs- und Scherprozesse mechanische und thermische Belastungen verursachen, die die Materialeigenschaften unter der Oberfläche verändern und Restspannungen hervorrufen können, welche die Ermüdungsfestigkeit und die langfristige Zuverlässigkeit beeinträchtigen können.
Diese Effekte erfordern in der Regel zusätzliche Nachbearbeitungsschritte wie Entgraten, Schleifen oder Polieren, um die funktionalen Anforderungen zu erfüllen. Die Bildung von Graten ist ein bekanntes und weitgehend unvermeidbares Ergebnis der maschinellen Bearbeitung. Untersuchungen im Bereich der Leichtmetalllegierungen haben gezeigt, dass das Entgraten ein notwendiger, aber nicht wertschöpfender Prozess ist, der den Produktionsaufwand und die Kosten erheblich erhöhen kann.
Restspannungen sind ein weiterer zu berücksichtigender Faktor. Das britische National Physical Laboratory (NPL) bestätigt, dass Bearbeitungs- und Umformprozesse innere Spannungen verursachen, die zu Verformungen, einer verkürzten Lebensdauer und Maßinstabilität führen können, insbesondere bei Präzisionsbauteilen.
Darüber hinaus können mechanische Prozesse praktische Grenzen für die erzielbare Geometrie setzen. Die Herstellung sehr feiner Merkmale, scharfer Innenecken oder dünner, empfindlicher Strukturen kann spezielle Werkzeuge oder sekundäre Bearbeitungsvorgänge erfordern.
Der Werkzeugverschleiß erschwert die Produktion im Laufe der Zeit zusätzlich und beeinträchtigt die Maßgenauigkeit und Prozesskonsistenz. Die oben genannte Studie hebt auch hervor, dass der Werkzeugverschleiß die Bearbeitungsleistung beeinflusst, insbesondere bei Präzisionsanwendungen, die enge Toleranzen erfordern.

Thermische Formgebung
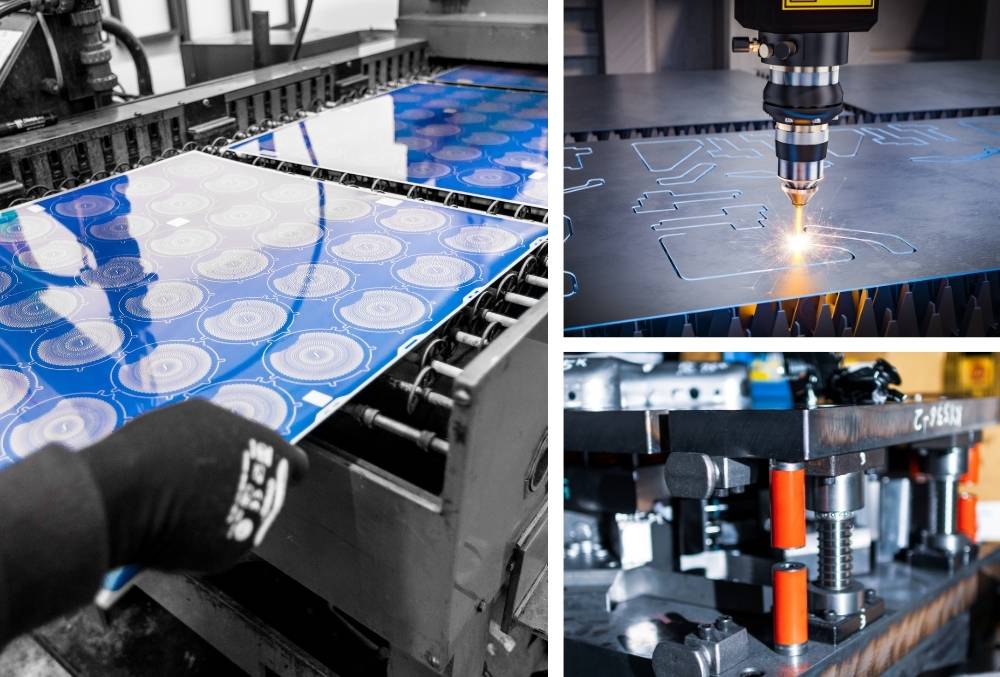
Ein weiterer Ansatz zur Formgebung von Metall ist die thermische Bearbeitung. Anstatt das Material physisch zu schneiden oder zu verformen, wird bei diesen Verfahren konzentrierte Energie eingesetzt. Diese erfolgt in der Regel in Form eines Lasers, eines Plasmabogens oder einer elektrischen Entladung, um das Material entlang einer definierten Bahn zu schmelzen oder zu verdampfen.
Dadurch können Ingenieure komplizierte Geometrien, feine Merkmale und komplexe Innenprofile herstellen, die mit herkömmlichen mechanischen Werkzeugen nur schwer oder gar nicht zu realisieren wären.
Da thermische Verfahren nicht auf physikalische Schneidkräfte angewiesen sind, vermeiden sie viele der Verformungseffekte, die mit Stanzen oder maschineller Bearbeitung verbunden sind. Die Zufuhr von Wärme bringt jedoch eine Reihe eigener Materialaspekte mit sich.
Wenn ein Laser oder eine elektrische Entladung mit einer Metalloberfläche in Wechselwirkung tritt, erzeugt dies einen stark lokalisierten thermischen Zyklus. Dadurch entsteht eine sogenannte Wärmeeinflusszone (HAZ), ein Bereich, in dem das Material erhöhten Temperaturen ausgesetzt war und mikrostrukturelle Veränderungen durchläuft, obwohl es nicht schmilzt.
Diese mikrostrukturellen Veränderungen können sich direkt auf die mechanische Leistungsfähigkeit auswirken. Eine 2021 durchgeführte Untersuchung bestehender Forschungsergebnisse ergab, dass Wärmeeinflusszonen die Materialfestigkeit bestimmter Legierungen erheblich verringern können. Dazu gehören je nach Materialzustand und thermischer Belastung Verringerungen von bis zu 50 Prozent bei Aluminiumlegierungen und Verringerungen der Streckgrenze von bis zu 70 Prozent.
Das NPL stellte außerdem fest, dass die bei der Bearbeitung entstehenden Eigenspannungen extrem hohe Werte erreichen können, typischerweise etwa 500 MPa und bei harten Werkstoffen bis zu mehreren Gigapascal. Diese Werte reichen aus, um die Biegefestigkeit und die langfristige Leistungsfähigkeit der Bauteile zu beeinflussen.
Darüber hinaus können beim thermischen Schneiden Umschmelzschichten entstehen. Dabei handelt es sich um dünne Schichten aus wieder erstarrtem Material, die sich bilden, wenn geschmolzenes Metall an der Schnittfläche schnell abkühlt.
Solche veränderten Oberflächenschichten unterscheiden sich häufig in ihrer Mikrostruktur und ihren mechanischen Eigenschaften vom ursprünglichen Grundmaterial, was sekundäre Nachbearbeitungsprozesse erforderlich machen kann, um die optimale Oberflächenintegrität wiederherzustellen.

Chemische Bearbeitung
Eine Alternative ist das chemische Ätzen, auch bekannt als photochemische Bearbeitung (PCM). Im Gegensatz zu mechanischen oder thermischen Verfahren entfernt diese Methode Material durch kontrollierte chemische Reaktionen statt durch Kraft oder Hitze.
Eine Fotolackmaske definiert die Geometrie der Komponente, und das freiliegende Metall wird mithilfe von Ätzmitteln selektiv aufgelöst. Da das Material chemisch entfernt wird, vermeidet PCM die Verformung und thermischen Effekte, die mit herkömmlichen Formgebungsverfahren verbunden sind.
Eine kürzlich durchgeführte Fertigungsprüfung ergab, dass PCM ein stressfreies Verfahren ist, das keine Restspannungen, Grate oder Verformungen verursacht. Es verändert auch weder die Härte, die Kornstruktur noch die Duktilität, da keine Schnittkräfte oder thermischen Belastungen auftreten.
Eine 2025 im Journal of Tribology veröffentlichte Studie legt ebenfalls nahe, dass die photochemische Bearbeitung eine praktikable Option für die Herstellung von Mikrostrukturen und Präzisionskomponenten ist. Dabei bleibt die Materialintegrität erhalten und die mit herkömmlichen Fertigungsmethoden verbundenen Spannungen und Verformungen werden vermieden.
Ein weiterer Vorteil ist die Flexibilität der Werkzeuge. Beim chemischen Ätzen werden Fotowerkzeuge anstelle von Hartwerkzeugen wie Matrizen oder Stempeln verwendet, die schnell hergestellt und leicht modifiziert werden können, was zu schnelleren Designiterationen und geringeren Werkzeugkosten führt. Da Fotowerkzeuge keinem mechanischen Verschleiß unterliegen, behalten sie auch während der gesamten Produktion ihre Genauigkeit.
Aus technischer Sicht unterstützt dies eine schnellere Produktentwicklung und ermöglicht es Herstellern, sich schnell an veränderte Designanforderungen anzupassen. Allerdings hat das chemische Ätzen, wie alle additiven oder subtraktiven Verfahren, praktische Einschränkungen und eignet sich am besten für Bleche mit relativ geringer Dicke.
Typische Bereiche umfassen Stähle und Edelstähle (0,01–2,5 mm), Nickel, Kupfer, Aluminium und ähnliche technische Legierungen (0,01–1,5 mm). Die Blechabmessungen variieren ebenfalls je nach Verfahren und Material, aber die Methode ist am effektivsten für Bleche bis zu einer Größe von etwa 600 mm × 1.500 mm. Metalle, die dicker als diese Bereiche sind, sind aufgrund der Ätzzeit und der chemischen Anforderungen oft weniger wirtschaftlich zu verarbeiten.
Das chemische Ätzen funktioniert jedoch nach wie vor bei einer Vielzahl häufig verwendeter Metalle und Legierungen. Dazu gehören kohlenstoffarme und kohlenstoffreiche Stähle, Maraging-Stähle und Elektrostähle. Es eignet sich auch für rostfreie Stähle, darunter austenitische, ferritische/martensitische, ausscheidungsgehärtete, Duplex- und Super-Duplex-Sorten.
Nickellegierungen wie Inconel, Monel und Invar können ebenso verarbeitet werden wie Kupfer und Kupferlegierungen, darunter Berylliumkupfer, Messing und Phosphorbronze. Aluminium und Aluminiumbronzen sind ebenfalls kompatibel, ebenso wie andere Spezialmetalle wie Molybdän oder metallisierte Polyimidfolien.
Wie bei jedem Fertigungsprozess ist es auch hier unerlässlich, diese Material- und Dickenbeschränkungen zu kennen, um die richtige Formgebungsmethode für das Design und die Anwendung des Bauteils auszuwählen. Die Flexibilität des chemischen Ätzens ermöglicht es Ingenieuren jedoch, feine Strukturen, filigrane Geometrien und komplexe Muster herzustellen, die mit mechanischen oder thermischen Verfahren nur schwer zu realisieren wären, und dabei die Materialintegrität zu bewahren.
Bei der mechanischen Formgebung wird Kraft ausgeübt, bei der thermischen Formgebung wird Wärme zugeführt, und beide Verfahren können die Materialintegrität beeinträchtigen. Beim chemischen Ätzen hingegen wird Material entfernt, ohne dass Kraft oder Wärme zugeführt werden, sodass Ingenieure die Materialeigenschaften erhalten und gleichzeitig präzise Geometrien erzielen können.
Das Verständnis dieser Unterschiede hilft dabei, fundierte Entscheidungen bei der Prozessauswahl zu treffen und sicherzustellen, dass die Fertigung die Designabsicht unterstützt und nicht beeinträchtigt. Aus diesem Grund sollten Designergebnisse auf einer strukturierten Bewertung von Alternativen basieren und nicht auf Erfahrung.
Weitere Informationen zum chemischen Ätzen finden Sie im aktuellen Whitepaper von Precision Micro, das Sie hier herunterladen können. Alternativ können Sie sich auch unter +44 (0) 121 380 0100 an das Team wenden.
Whitepaper zum chemischen Ätzen
Erfahren Sie, wie das chemische Ätzen die Grenzen herkömmlicher Blechbearbeitungstechnologien überwinden kann.
HerunterladenNeueste Artikel
