




Choosing the right metal shaping method in 2026
Researchers at the Karlsruhe Institute of Technology recently found that manufacturing process selection (MPS) influences product design outcomes, yet is still often guided by experience rather than structured evaluation of alternatives. Here, Ben Kitson, head of business development at Precision Micro, explains why understanding the differences between chemical etching and other metal-shaping methods is essential to making more informed process selection decisions.
Different metal shaping methods remove material in different ways. Mechanical processes use force, thermal methods use heat and chemical etching uses controlled chemical reactions. These differences directly affect material integrity and reliability.
You can model the perfect geometry in computer-aided design (CAD), but the way you cut or form it can change what the surface and near-surface layer actually looks like and how it performs.
Here, we’re focusing on commonly used sheet metals and engineering alloys, including steels, stainless steels, nickel and nickel alloys, copper and copper alloys, aluminum and similar materials. Each process has practical limits in terms of thickness, material and achievable features, factors that must be considered during process selection.
These considerations are particularly relevant as reviews of machining “surface integrity” show that material removal processes can alter microstructure, introduce residual stress and create surface anomalies, which makes it important to assess manufacturing options carefully.
Mechanical methods
Let’s start with mechanical processes. Stamping, punching and CNC machining remain widely used because of their scalability. Once tooling is established, they can produce large volumes of consistent components quickly and cost-effectively.
This is why they are widely used in automotive and electronics. However, these processes rely on physical force to cut, form or remove material, and that interaction inevitably affects the metal itself.
When a punch or cutting tool shears material, it plastically deforms. This is the permanent altering of the material structure, usually affecting the surrounding region where it produces burrs, edge deformation and localised strain.
In fact, surface integrity studies state that machining and shearing processes introduce mechanical and thermal loads that can alter subsurface material properties and introduce residual stress, which may affect fatigue performance and long-term reliability.
These effects usually require additional finishing operations, like deburring, grinding or polishing to meet functional requirements. Burr formation is a recognized and largely unavoidable outcome of machining, with research in Light Metal Alloys Applications highlighting that deburring is a necessary but non-value-adding process that can significantly increase production effort and cost.
Residual stress is another consideration. The UK National Physical Laboratory (NPL) confirms that machining and forming processes introduce internal stresses that can lead to distortion, reduced fatigue life and dimensional instability, particularly in precision components.
In addition, mechanical processes can impose practical limits on achievable geometry. Producing very fine features, sharp internal corners or thin, delicate structures may require specialised tooling or secondary machining operations.
Tool wear further complicates production over time, affecting dimensional accuracy and process consistency. The aforementioned research also highlights that tool wear influences machining performance, especially in precision applications requiring tight tolerances.

Thermal shaping
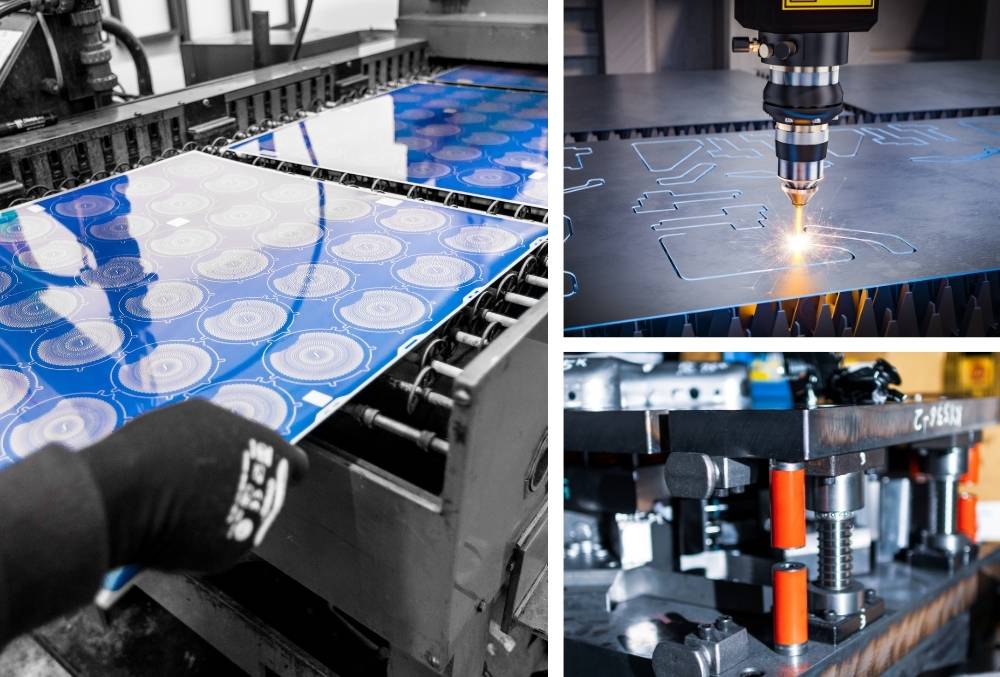
Another approach to shaping metal is thermal processing. Instead of physically cutting or deforming the material, these methods use concentrated energy. This is typically in the form of a laser, plasma arc or electrical discharge, to melt or vaporise material along a defined path.
This allows engineers to produce intricate geometries, fine features and complex internal profiles that would be difficult or impractical to achieve using conventional mechanical tooling.
Because thermal processes do not rely on physical cutting forces, they avoid many of the deformation effects associated with punching or machining. However, the introduction of heat creates its own set of material considerations.
When a laser or electrical discharge interacts with a metal surface, it generates a highly localised thermal cycle. This produces what is known as a heat-affected zone (HAZ), a region where the material has been exposed to elevated temperatures and undergoes microstructural changes, even though it does not melt.
These microstructural changes can directly influence mechanical performance. A 2021 survey of existing research found that heat-affected zones can significantly reduce material strength in certain alloys. This includes reductions of up to 50 percent in aluminum alloys and proof stress reductions of up to 70 percent, depending on material condition and thermal exposure.
The NPL also found that residual stresses generated during machining can reach extremely high levels, typically around 500 MPa and up to several gigapascals in hard materials. These are levels that are more than sufficient to influence flexural strength and long-term component performance.
What’s more, thermal cutting processes can produce recast layers. These are thin layers of resolidified material that form when molten metal cools rapidly at the cut surface.
Such altered surface layers often differ in microstructure and mechanical properties from the original base material, which may require secondary finishing processes to restore optimal surface integrity.

Chemical machining
An alternative option is chemical etching, also known as photochemical machining (PCM). Unlike mechanical or thermal processes, this method removes material through controlled chemical reactions rather than force or heat.
A photoresist mask defines the component geometry, and the exposed metal is selectively dissolved using etchants. Because material is removed chemically, PCM avoids the deformation and thermal effects associated with conventional shaping methods.
A recent manufacturing review revealed that PCM is a stress-free process that doesn’t introduce residual stress, burrs or deformation. Neither does it alter hardness, grain structure or ductility, because no cutting forces or thermal loads are applied.
Research published in 2025 in the Journal of Tribology also suggests that photochemical machining is a viable option for producing microstructures and precision components. This is while maintaining material integrity and avoiding the stress and deformation associated with conventional manufacturing methods.
Another advantage is tooling flexibility. Chemical etching uses phototools rather than hard tooling like dies or punches, which can be created quickly and modified easily for faster design iterations and lower tooling costs. Because phototools do not experience mechanical wear, they also maintain accuracy throughout production.
From an engineering perspective, this supports faster product development and allows manufacturers to adapt quickly to changing design requirements. However, just as all additive or subtractive processes have practical limitations, chemical etching is best suited to sheet metals of relatively shallow thickness.
Typical ranges include steels and stainless steels (0.01–2.5 mm), nickel, copper, aluminium and similar engineering alloys (0.01–1.5 mm). Sheet dimensions also vary depending on the process and material, but the method is most effective for plates up to around 600 mm × 1,500 mm. Metals thicker than these ranges are often less economical to process due to etch time and chemical requirements.
However, chemical etching still works across a wide variety of commonly used metals and alloys. These include low-carbon and high-carbon steels, maraging steels and electrical steels. It is also suitable for stainless steels, including austenitic, ferritic/martensitic, precipitation-hardened, duplex and super duplex grades.
Nickel alloys such as Inconel, Monel and Invar can likewise be processed, along with copper and copper alloys including beryllium copper, brass and phosphor bronze. Aluminium and aluminium bronzes are compatible too, as are other specialty metals such as molybdenum or metallised polyimide films.
As with any manufacturing process, understanding these material and thickness constraints is essential to selecting the right shaping method for the component’s design and application. However, the flexibility chemical etching offers allows engineers to produce fine features, delicate geometries and complex patterns that might be challenging with mechanical or thermal methods, while preserving material integrity.
Mechanical shaping introduces force, thermal shaping introduces heat, and both can affect material integrity. Meanwhile, chemical etching removes material without introducing either, allowing engineers to preserve material properties while achieving precise geometries.
Understanding these differences helps to make informed process selection decisions, ensuring that manufacturing supports, rather than compromises, design intent. That’s why design outcomes should be guided by a structured evaluation of alternatives as opposed to experience.
For more information on chemical etching, download Precision Micro’s latest white paper here. Alternatively, contact the team at +44 (0) 121 380 0100.
Chemical Etching Whitepaper
Learn how chemical etching can overcome the limitations of traditional sheet metal machining technologies.
DownloadLatest Articles
